1
Изобретение относится к обработке изделий с помопхью абразивных лент.
Известны устройства для поперечных перемещений абразивных лент по контактному копиру путем наклона оси направляющего ролика относительно плоскости вращения ленты, содержащие направляющие элементы, например колодки с бортами, взаимодействующие с ведущей и ведомой ветвями абразивной ленты.
С целью повышения устойчивости перемещения ленты в зависимости от наклона оси направляющего ролика в предлагаемом устройстве колодки с бортами установлены на щтоке гидро- или пневмоцилиндра, перемещение которого синхронизировано с наклоном направляющего ролика.
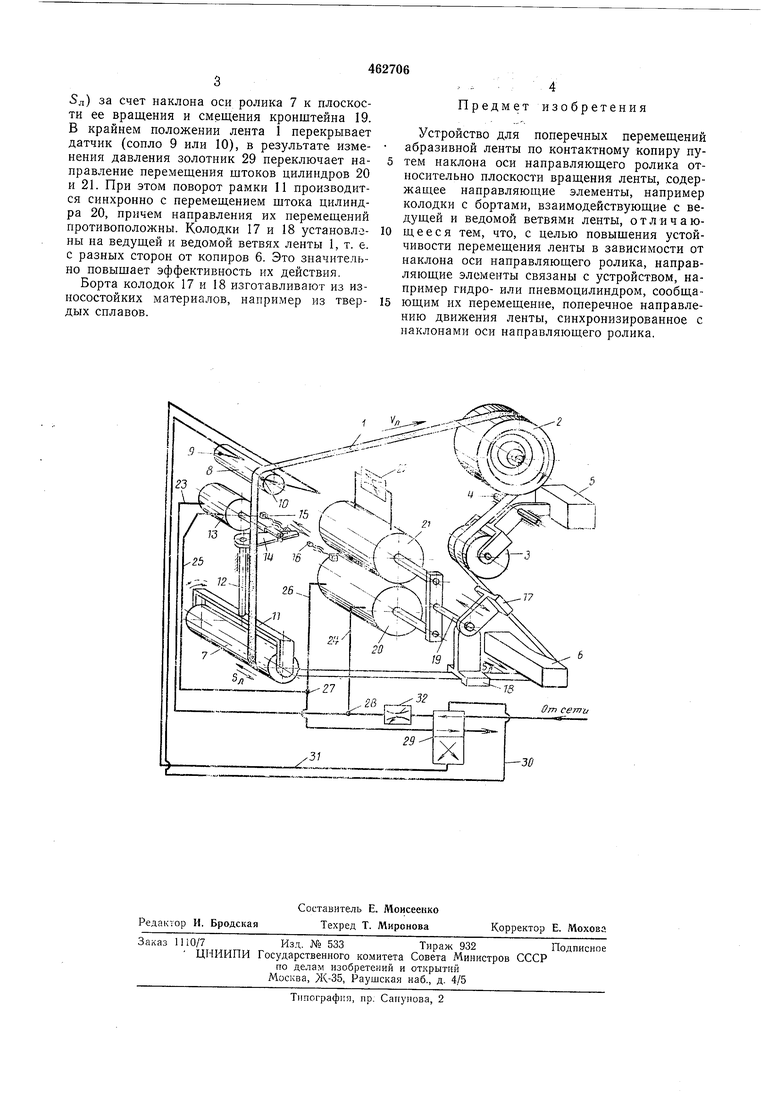
На чертеже приведена кинематическая схема предлагаемого устройства.
Абразивная лента 1 огибает ведущий щкив 2, натяжной ролик 3, поворачивающийся вокруг оси 4 под действием веса груза 5, контактный копир 6, эквидистантный обрабатываемой детали (на чертеже не изображена), периодически наклоняемый направляющий ролик 7 и неподвижную (невращающуюся) скалку 8 с бесконтактными пневмодатчиками 9 и 10 типа сопло - заслонка, причем роль заслонки играет сама абразивная лента 1. Рамка 11 ролика 7 шарнирно установлена в
корпусе с помощью оси 12. Поворот оси 12 осуществляется щтоком пневмо- или гидроцилиндра 13, шарнирно соединенным с рычагом 14, жестко закрепленным на оси 12. Регулирование амплитуды качания ролика 7 производится упорами 15 и 16.
Колодки 17 и 18 установлены на кронштейне 19, размещенном на щтоках пневмо- или гидроцилиндров 20 и 21.
Цилиндр 20 является рабочим, а 21 предназначен для регулирования скорости перемещения кронштейна 19, что осуществляется дросселем 22, связанным со штоковой п бесщтоковой камерами цилиндра 21. Бесштоковая полость цилиндра 13 трубопроводами 23 и 24 соединена со штоковой полостью цилиндра 20, а штоковая полость цилиндра 13 трубопроводами 25 и 26 - с бесштоковой полостью цилиндра 20.
Места 27 и 28 соединений этих трубопроводов подключены к золотнику 29, управление которым осуществляется пневмодатчикамп 9 и 10, передающими сигналы по трубам 30 и
31.
Дроссель 32 предназначен для грубого регулирования скорости перемещения ленты.
При работе устройства лента 1, вращаясь (по стрелке Уд), одновременно перемещается вдоль контактного копира 6 (по стрелке
5л) за счет наклона оси ролика 7 к плоскости ее вращения и смещения кронштейна 19. В крайнем положении лента 1 перекрывает датчик (сопло 9 или 10), в результате изменения давления золотник 29 переключает направление перемещения штоков цилиндров 20 и 21. При этом поворот рамки II производится синхронно с перемещением штока цилиндра 20, причем направления их перемещений противоположны. Колодки 17 и 18 установлены на ведущей и ведомой ветвях ленты 1, т. е. с разных сторон от копиров 6. Это значительно повышает эффективность их действия.
Борта колодок 17 и 18 изготавливают из износостойких материалов, например из твердых сплавов.
Предмет изобретения
Устройство для поперечных перемещений абразивной ленты по контактному копиру путем наклона оси направляющего ролика относительно плоскости вращения ленты, содержащее направляющие элементы, например колодки с бортами, взаимодействующие с ведущей и ведомой ветвями ленты, отличающееся тем, что, с целью повышения устойчивости перемещения ленты в зависимости от наклона оси направляющего ролика, направляющие элементы связаны с устройством, например гидро- или пневмоцилиндром, сообщающим их перемещение, поперечное направлению движения ленты, синхронизированное с наклонами оси направляющего ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Устройство для сообщения абразивной ленте поперечных движений | 1975 |
|
SU534342A1 |
| Токарный полуавтомат | 1988 |
|
SU1565588A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Устройство для ленточного шлифования | 1977 |
|
SU709341A2 |
| Холодновысадочный автомат | 1982 |
|
SU1346320A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
