1
Ивобретение относится к обработке металлов давлением и может быть использовано при создании станин гидравлических прессов.
Известны станины гидравлических прессов, содержащие стянутые колоннами верхнюю и нижнюю поперечины, а также размещенные между поперечинами и установленные концентрично колоннам проставки.
Недостаток известных станин заключается в том, что они имеют больщую металлоемкость, так как .при соприкосновении поперечин с лроставками по всей их торцовой поверхности усилие сжатия проставок оказывается больщим, а это ведет к увеличенному поперечному сечению колонн и, следовательно, к увеличению металлоемкости станины.
Предлагаемая станина отличается от известных тем, что торцы проставок снабжены выполненными в форме пояска торцы проставок Снабжены выполненными в форме пояска выступами, контактирующими с поперечинами и примыкающими к боковой поверхности проставок, при этом суммарная торцовая площадь выступов меньше площади поперечного сечения проставок.
Этим обеспечивается уменьшение металлоемкости станины.
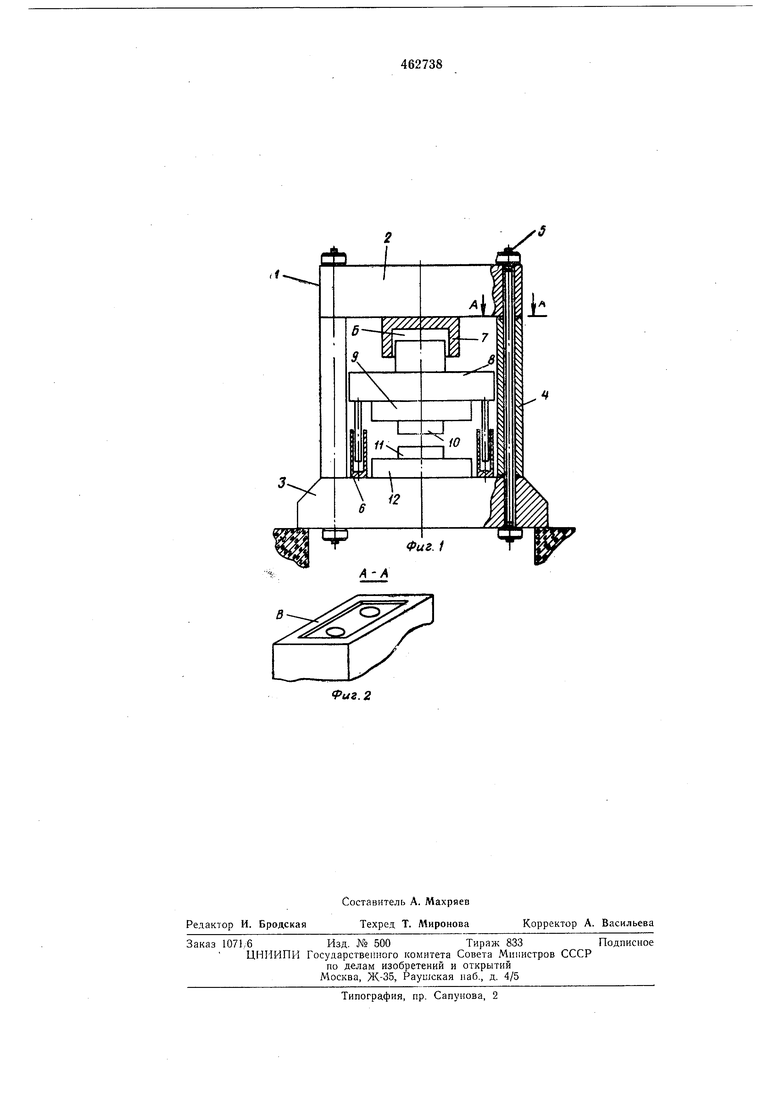
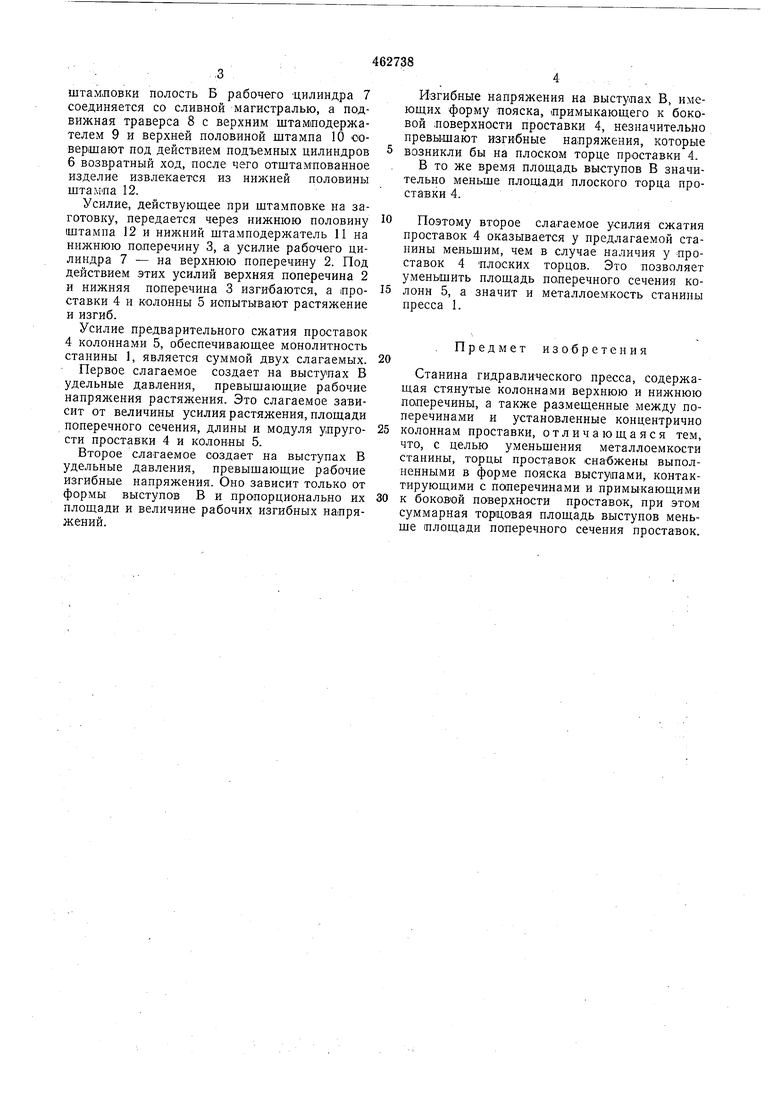
На фиг. 1 показан пресс с разрезом по колонне станины и рабочему цилиндру, вид спереди; на фиг. 2 - форма выступов на торце проставки (разрез по А-А на фиг. 1).
Станина 1 пресса содержит верхнюю поперечину 2, нижнюю поперечину 3 и проставки 4, сжатые между поперечинами 2 и 3 колоннами 5. О нижнюю поперечину 3 опираются подъемные цилиндры 6, а о врехнюю поперечину 2 - рабочий цилиндр 7, связанные с подвижной траверсой 8.
К траверсе 8 прикреплен верхний штампюдержатель 9 с верхней половиной щтампа 10,
а к нижней поперечине 3 - нижний штамподержатель 11 с нижней половиной штампа 12. Торцы каждой проставки 4 снабжены выступами А, которыми она соприкасается с верхней поперечиной 2 и нижней поперечиной
3. Выступы имеют форму пояска, примыкающего к боковой поверхности проставки 4. Они могут быть непрерывными, как на фиг. 2, их может быть несколько на каждом торце проставки 4.
Пресс со станиной работает следующим образом.
Обрабатываемая заготовка помещается в нижнюю половину штампа 12 (фиг. 1), затем в полость Б рабочего цилиндра 7 подается
рабочая жидкость, и подвижная траверса 8 с верхним штамподержателем 9 и верхней половиной штампа 10 совершает рабочий ход до соприкасания верхней половины щтампа с заготовкой. Под действием усилия рабочего
цилиндра 7 заготовка сжимается верхней половиной штампа 12. По окончании процесса
.3
штамловки полость Б рабочего Цилиндра 7 соединяется со сливной магистралью, а подвижная траверса 8 с верхним штамподержателем 9 и верхней половиной штампа 10 совершают под действием подъемных цилиндров 6 возвратный ход, после чего отштампованное изделие извлекается из нижней половины штампа 12.
Усилие, действуюшее при штамповке на заготовку, передается через нижнюю половину штампа 12 и нижний штамподержатель 11 на нижнюю полеречину 3, а усилие рабочего цилиндра 7 - на верхнюю поперечину 2. Под действием этих усилий верхняя поперечина 2 и нижняя поперечина 3 изгибаются, а лроставки 4 и колонны 5 испытывают растяжение и изгиб.
Усилие предварительного сжатия проставок 4 колоннами 5, обеспечивающее монолитность станины 1, является суммой двух слагаемых.
Первое слагаемое создает на выступах В удельные давления, превышающие рабочие напряжения растяжения. Это слагаемое зависит от величины усилия растяжения, площади полеречного сечения, длины и модуля упругости проставки 4 и колонны 5.
Второе слагаемое создает на выступах В удельные давления, превышающие рабочие изгибные напряжения. Оно зависит только от формы выступов В и пропорционально их площади и величине рабочих изгибных налряжений.
4
Изгибные напряжения на выступах В, имеющих форму лояска, примыкающего к боковой ловерхности проставки 4, незначительно превышают изгибные напряжения, которые возникли бы на плоском торце проставки 4.
В то же время площадь выступов В значительно меньше площади плоского торца проставки 4.
Поэтому второе слагаемое усилия сжатия проставок 4 оказывается у предлагаемой станины меньщим, чем в случае наличия у -проставок 4 ллоских торцов. Это позволяет уменьшить площадь полеречного сечения колонн 5, а значит и металлоемкость станины пресса 1.
Предмет изобретения
Станина гидравлического пресса, содержащая стянутые колоннами верхнюю и нижнюю лолеречины, а также размещенные между поперечинами и установленные концентрично
колоннам проставки, отличающаяся тем, что, с целью уменьщения металлоемкости станины, торцы проставок снабжены выполненными в форме пояска выступами, контактирующими с поперечинами и примыкающими
к боковой поверхности проставо к, при этом суммарная торцовая площадь выступов меньше площади поперечного сечения проставок.
i1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Вертикальный гидравлический пресс | 1981 |
|
SU963882A1 |
| Гидравлический пресс | 1973 |
|
SU440272A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Гидравлический пресс | 1988 |
|
SU1581601A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2448835C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU432005A1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1136951A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |