(54) УСТРОЙСТВО ДЛЯ ГИДРОВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидровытяжки | 1973 |
|
SU640787A2 |
| Устройство для гидровытяжки | 1973 |
|
SU493083A1 |
| Устройство для штамповки листовых заготовок жидкостью | 1975 |
|
SU555948A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| Устройство для формовки листовых деталей в режиме сверхпластичности | 1981 |
|
SU1038011A1 |
| Способ изготовления матрицы для формовки и устройство для его осуществления | 1985 |
|
SU1263394A1 |
| УСТАНОВКА ГИДРОФОРМОВАНИЯ ДНИЩ | 2011 |
|
RU2475324C2 |
Изобретение относится к области листовой штамповки и касается, в частности, устройства для штамповки жидкостью.
Известно устройство для штамповки жидкостью, содержащее матрицу, прижим и пуансон в виде корпуса с рабочей жидкостью, подача которой обеспечивается насосной станцией наполнения. Матрица выполнена по форме готовой детали с учетом пружинения и является обязательным элементом устройства. До момента прилегания к матриде заготовка деформируется свободно, и позтому деформация по сечению заготовки неравномерна.
Целью изобретения является расширение технологических возможностей устройства. Для этого рабочая полость корпуса разделена на отде/гьные зоны, автономно соединенные через редукторы с насосной станцией и изолированные друг от друга телескопически связанными одними концами и подпружиненными одна к другой перегородками имеющими форму поверхности тел вращения, свободные концы которых снабжены уплотнениями и взаимодействуют с заготЪвкой.
Устройство мо;;:гт быть снабжено несущей систему перегородок центральной подвижной полой
штангой, причем перегородки могут быть вьшолнены, например, в виде конусов.
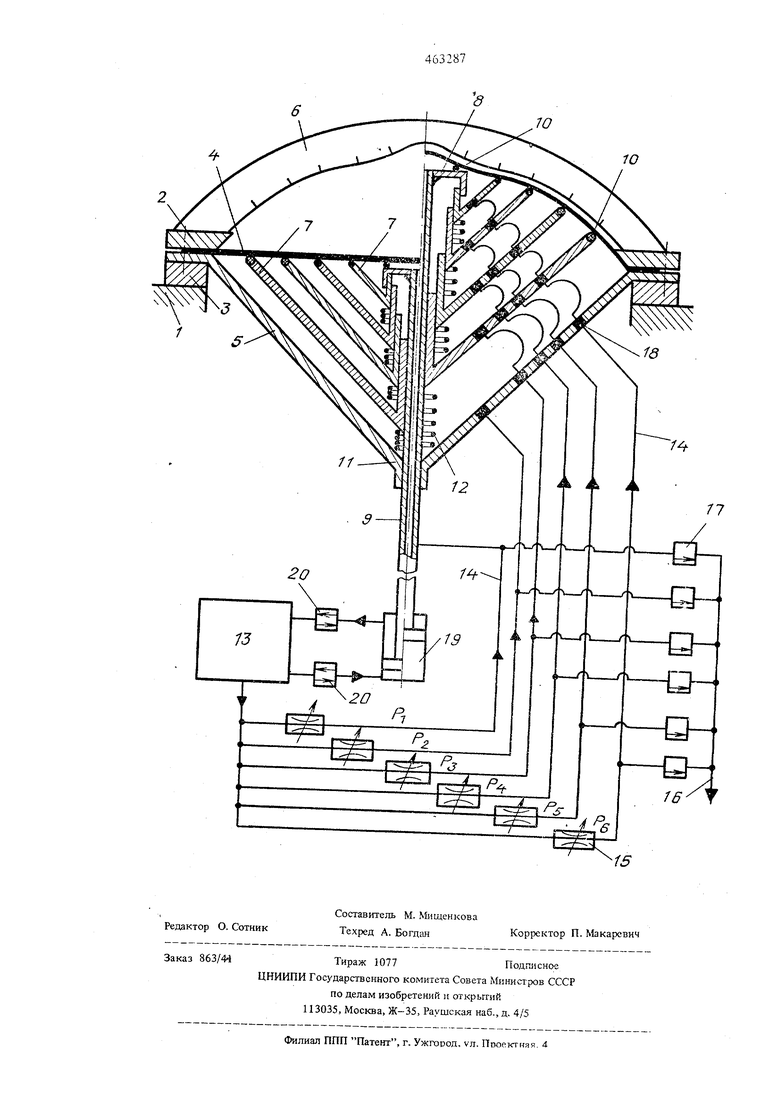
На чертеже изображено предлагаемое устройство.
ино содержит основание 1, на котором крепятся прижимы 2 и 3, заготовка 4 и неподвижный корпус 5 (например, в виде конуса). На прижим 2 установлен эквидистантный ппоский шаблон 6. Внутри конуса 5 размещены подвижные конусы 7, количество которых зависит от формы детали и требуемой точности, и крышка 8, жестко прикрепленная к полой направляющей штанге 9. Конусы 7 могут перемещаться вдоль штанги. На торцовых поверхностях конусов и крышки 8 имеются кольцевые уплотнения 10 и 11. Конусы 7 опираются на пружины 12, служащие для предварительного поджатия их к заготовке. Питание установки осуществляется от насосной ста1Щ1гн 13 по трубопроводам 14- через редукторы 15. Жидкость нз рабочих полостей сливается по т зубопроводу 16 через сливные краны 17. Каждый из трубопроводов 14 подает жидкость в определенную рабочую полость и выполнен в виде гибкого шланга. Отдельные полости герметизируются поср /дством гермовводов 18.
Два смежных конуса, штанга 9 и заготовка 4 образуют отдельную герметичную рабочую полость. перемещеш1я штанги 9 вдоль ее оси служит гндроцилиачр 9, управляемый кранами 20.
Устройство работает следующим образом.
Вначале штанга 9 с крышкой 8 отводится вниз с помощью гидроцилиндра 19. При этом пружины 12 сжимаются. Плоская заготовка 4 укладывается на прижим 3 и конус 5 и с noMouj ro прижима 2 зажиNseTCH по фланцу. Штанга 9 несколько приподнимается вверх до соприкосновения уплотнений 10 с поверхностью заготовки. Под действием пруж1ш 12 происходит предварительное поджатие конусов 7 к заготовке. Крышка 8 прижимается к заготовке гидроиллиндром 19. Затем жидкость последовательно подается в рабочие полости, начиная от неподвижного конуса 5. После заполпе1шя нескольких нижних или всех полостей рабочей жидкостью давление в этих полостях начинает повышаться.
Для предотвраще1шя отрыва тиютнения 10 от поверхности заготовки необходимо, чтобы произведения давлений на площад г были в определенном соотношешш (без учета усилия пружин 12) Pi: )H Pi-H-F (i-H)jj
где Pi и Pi+I - давления, действующие на произвольный конус снизу и сверху соответственно;
F (i+l)i- - проекция наружной поверхности конуса на горизонтальную плоскость;
F (I+OB - проекция внутренней поверхност конуса на горизонтальную плоскость.
Для контроля формы детали используют эквидистантный шаблон 6, на котором для удобства контроля нанесены риски, определяющие границы отдельных рабочюс полостей.
5Повышая и понижая давление в различных
полостях с помощью редукторов 15, добиваются получения формы детали с зада}шой точностью.
Формула изобретения
отличающееся .тем, что с целью расширения
технологических возмо шостей устройства, рабочая
полость корпуса разделена на отделыо.1е зоны,
автономно соединенные через редукторы с насосной
станцией и изолированные друг от друга телескопически связанными одними концами и подпружиненными одна к другой перегородками, имеющими форглу поверхности тел вращения, свободные концы которых снабжены уплотнениями и взаимодействуют с заготовкой.
что перегородки выполнены в виде конусов.
