Настоящее изобретение относится к обработке металлов давлением, в частности к листовой штамповке, и может быть использовано для получения днищ.
Днище - это полая деталь, которая является неотъемлемой частью почти любого сосуда или аппарата. В зависимости от назначения аппарата и условий его работы применяют днища, различные по форме: выпуклые, конические и плоские.
Наибольшее распространение при изготовлении днищ получили следующие способы: штамповка на гидравлических или кривошипных прессах, обкатка на специальных обкатных машинах, штамповка эластичной средой или жидкостью, штамповка взрывом. Целесообразность использования того или иного способа зависит от целого ряда факторов: серийности производства, размеров и формы днищ, технических требований к ним и так далее.
При крупносерийном производстве применяют способ изготовления днищ штамповкой. Этот способ обеспечивает получение детали относительно высокой точности и требуемого качества. Но способ очень сложный и требует применения специальных дорогостоящих прессов двойного действия и специальных штампов.
Известен классический вариант процесса штамповки эластичной средой или жидкостью.
На стол гидропресса устанавливается специальный гидроштамп, под его прижимную плиту укладывается заготовка, все это прижимается к корпусу штампа и под заготовку через резиновую диафрагму, подается жидкость под необходимым давлением. У вытянутой таким способом детали далее удаляется облой и на проходном штампе или на специальной установке производят фланжировку (отбортовку кромки) днища по сложному криволинейному контуру.
Для получения большой номенклатуры крупногабаритных днищ в условиях мелкосерийного производства применяют обкаточные (флажировочные) машины. Например, известна технологическая установка для ротационной вытяжки деталей цилиндрической, конической, сферической и фасонной форм с последующей завальцовкой и подрезкой торцов модели РТ305 («Каталог промышленного оборудования рязанского станкостроительного завода», выпуск №3). Обкатка днищ данным способом относится к числу сложных и сравнительно мало изученных процессов в обработке металлов давлением. Поэтому качество и точность размеров днищ в значительной степени зависит от субъективного фактора - квалификации оператора.
Наиболее близким аналогом (прототипом) является установка для гидроформования днищ, содержащая нижнюю тумбу под столом, в центре которого выполнено отверстие для подачи формующей жидкости под заготовку днища, станцию насосную для подачи формующей жидкости, верхнюю тумбу, гидроцилиндры, гидросистему с трубопроводами (US 2008/0282757 A1, B21D 26/02, 20.11.2008, на 6 страницах).
Описанное выше техническое решение не позволяет осуществить изготовление днищ различной формы (круг, овал, чемодан и другие) в условиях быстрого, качественного и недорогого освоения новых изделий, что очень востребовано при жесткой конкуренции рыночных отношений.
Задачей, на решение которой направлено заявляемое изобретение, является изготовление широкой гаммы типоразмеров качественных днищ и наладка выпуска (освоения) новой продукции в кратчайшие сроки и недорого.
Данная задача решается за счет того, что прижимным элементом матрицы в установке являются ряд гидроцилиндров высокого давления, например 36 штук, которые имеют возможность быстро перенастраиваться на широкую гамму типоразмеров днищ, а при помощи имеющегося в комплекте установки насоса высокого давления, который закачивает формующую жидкость, например воду, под заготовку, мы получаем качественную «линзу» днища псевдоэллиптической формы.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является то, что данная установка обеспечивает изготовление широкой гаммы типоразмеров качественных днищ и позволяет наладить выпуск (освоение) новой продукции в кратчайшие сроки и недорого.
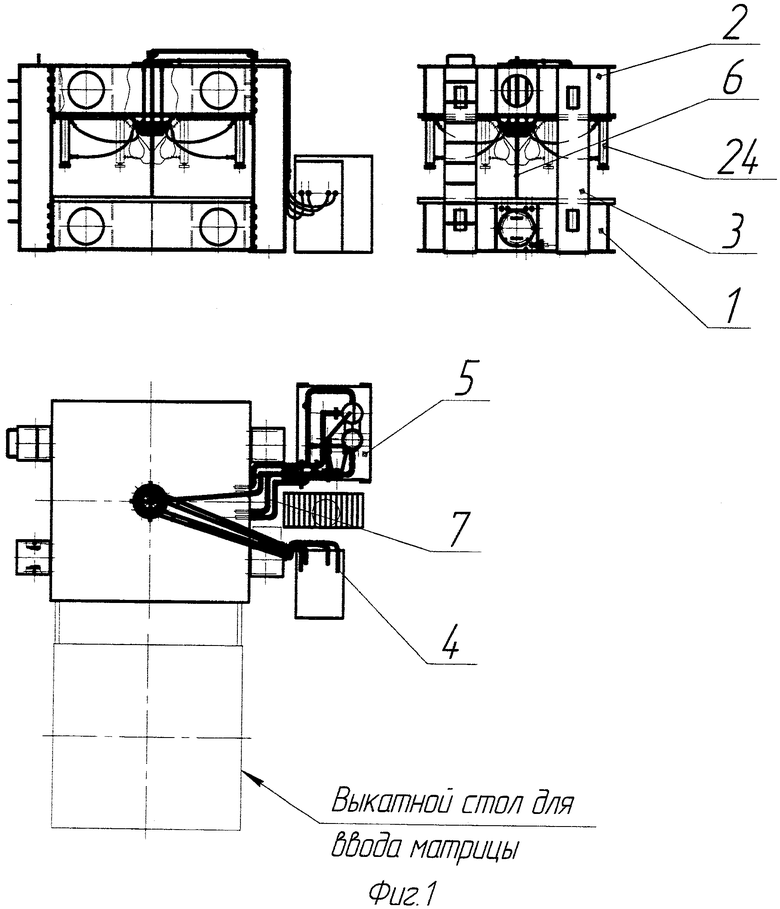
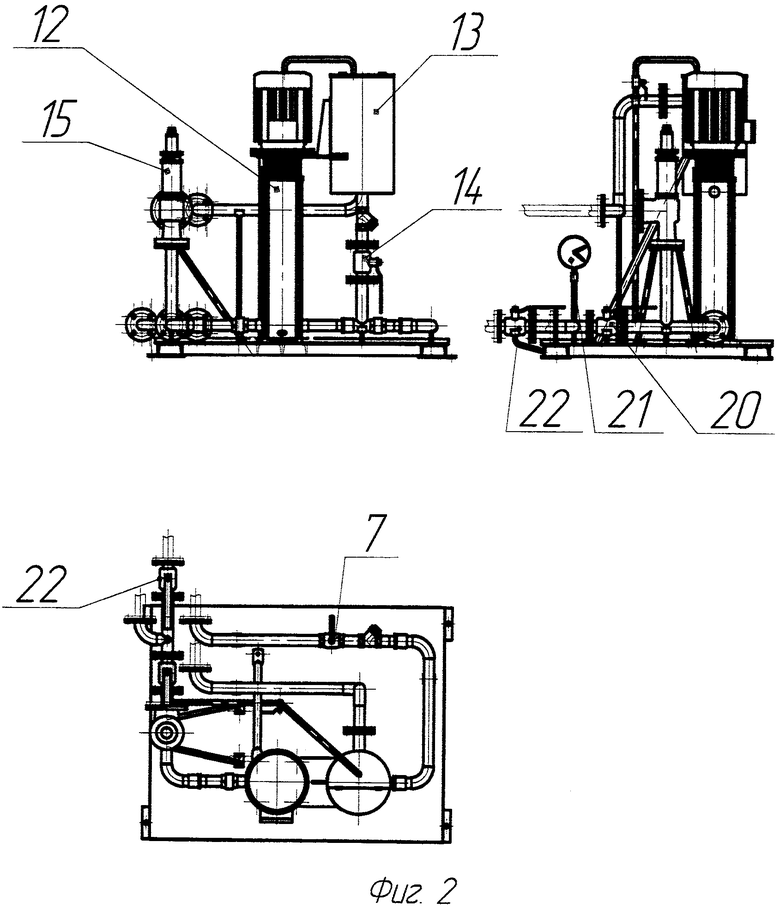
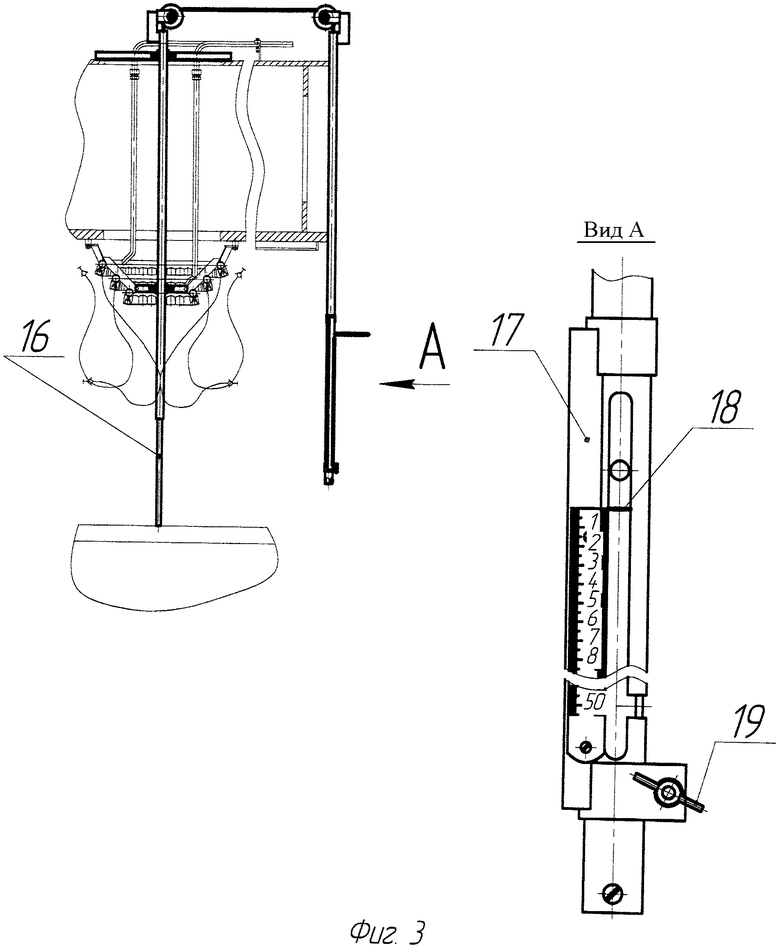
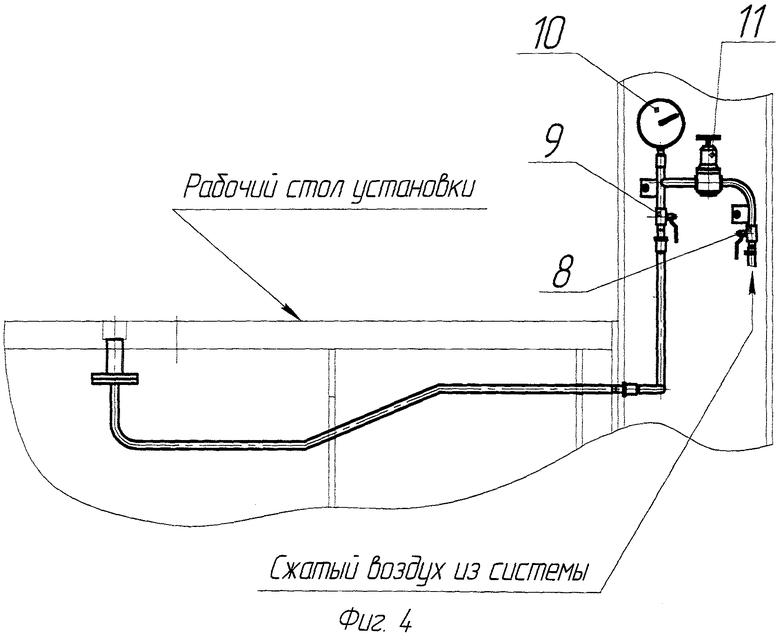
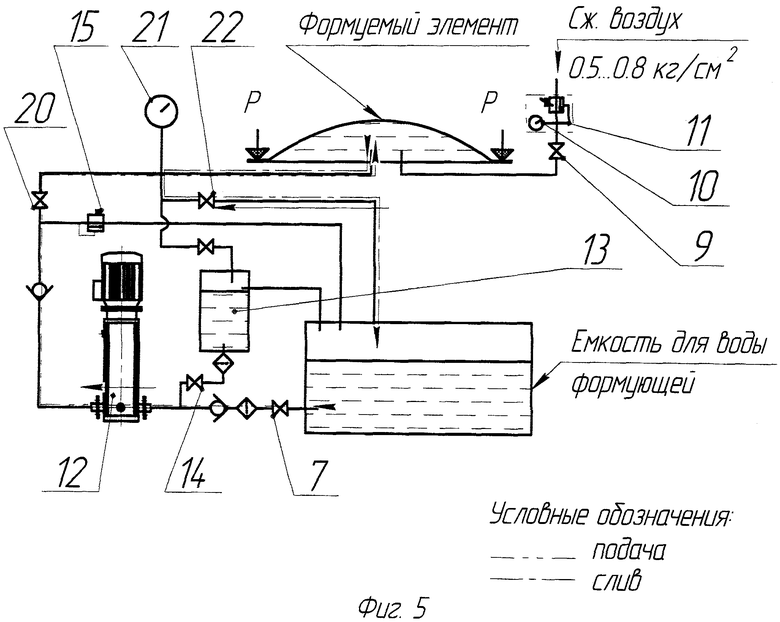
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена установка гидроформования линзы, на фиг 2 - станция насосная, на фиг.3 - система слежения за высотой вытяжки, на фиг.4 - узел подачи сжатого воздуха, на фиг.5 - схема гидроформования (принципиальная).
Установка гидроформования днища состоит из: тумбы нижней 1, во внутренней центральной части которой расположена емкость для формующей жидкости, например вода, а верхняя ее часть служит столом для установки матриц и штампов; тумбы верхней 2, на нижней плоскости которой расположены пазы для подвешивания гидроцилиндров, а в центральной части закреплен коллектор-распределитель нагнетающей жидкости по гидроцилиндрам; четырех колонн 3, которые связывают между собой тумбу нижнюю 1 и тумбу верхнюю 2; гидросистемы, которая состоит из гидростанции 4, установленной около одной из колонн, с распределительной и регулирующей аппаратурой, трубопроводов и рукавов высокого давления, соединяющих гидростанцию с коллектором-распределителем и гидроцилиндрами 24; станции насосной 5, обеспечивающей подачу формующей жидкости из емкости для формования «линзы» под необходимым давлением; системой слежения за высотой заготовки днища 6, состоящей из центральной штанги, контактирующей с центром днища (место максимальной высоты вытяжки «линзы»), и указательной штанги, находящейся непосредственно перед глазами оператора и отслеживающей размер по шкале; трубопроводов 7, соединяющих станцию насосную 5 с отверстиями нагнетания формующей жидкости в центре стола нижней тумбы 1 под заготовку, и имеющейся на них распределительной, регулирующей, предохранительной и показывающей аппаратуры; узла подачи сжатого воздуха (для ускоренного удаления формующей жидкости из отформованной «линзы») фиг.4, состоящего из трубопровода подачи сжатого воздуха, крана 8, 9, манометра 10 и редукционного клапана 11.
Установка гидроформования днища работает следующим образом.
Перед началом работы все краны на станции насосной (фиг.2) нужно закрыть, кран шаровый муфтовый 7 открыть.
Открыть вентиль подачи сжатого воздуха 8 (фиг.4) при закрытом кране 9, настроить давление воздуха 0.8…1.0 кг/см2 по манометру 10, редуктором 11.
Многорядный вертикальный многоступенчатый насос 12 (фиг.2) заполнить водой (формующая жидкость). Заполнение насоса водой производится из бака наполнения насоса 13 открытием крана 14. После наполнения кран 14 закрывается.
В конструкцию станции насосной для предохранения насоса 12 от перегрузок встроен байпассный (предохранительный) клапан 15. Клапан настроен на давление открытия 16 кг/см2.
Для установки гидроштампа на установку гидроформования днищ используется вспомогательный выкатной стол (фиг.1).
Гидроцилиндры 24 размещаются относительно матрицы соответственно схеме данной на чертеже матрицы.
Матрица (не показана) укладывается на заготовку и по периметру прижимается пятами гидроцилиндров 24. Достигнув рабочего давления, гидростанция 4 выключается.
Штанга центральная 16 опускается до касания заготовки. Включается станция насосная 5, и открывается кран 20 напорной магистрали. Вода (формующая жидкость) через отверстие 25 в центре стола нижней тумбы под напором идет под заготовку и начинает ее выдавливать. Выдавив заготовку до высоты требований чертежа, насос 12 отключается, настраивается на это давление электроконтактный манометр 21 для автоматического отключения насоса на последующую партию аналогичных днищ.
Кран 20 закрывается, а кран 22 открывается; при этом вода (формующая жидкость) из-под заготовки днища перетекает через отверстие 25 обратно в свою емкость для воды формующей. Для ускорения перетекания воды (формующей жидкости) из-под заготовки туда подается сжатый воздух.
Затем гидростанция 4 включается, поднимается матрица, гидростанция 4 выключается, и готовая «линза» днища снимается с установки.
Описанная выше установка гидроформования днищ успешно введена в эксплуатацию и применяется на ОАО «Завод Старт» для изготовления различных днищ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФЛАНЖИРОВАННЫХ ДНИЩ | 2011 |
|
RU2467819C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для гидровытяжки | 1972 |
|
SU463287A1 |
| Штамп для объемной штамповки | 1979 |
|
SU902970A1 |
| Способ добычи высоковязкой нефти на малых глубинах и устройство для его осуществления | 2020 |
|
RU2754247C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| УСТАНОВКА САМОХОДНАЯ ДЛЯ ПРОИЗВОДСТВА БЛОКОВ ФУНДАМЕНТНЫХ БЕТОННЫХ | 2017 |
|
RU2661485C1 |
| Устройство для гидроформовки полых заготовок | 1983 |
|
SU1134261A1 |
Изобретение относится к области обработки металлов давлением, в частности к листовой штамповке, и может быть использовано при получении днищ различной формы. Установка содержит верхнюю и нижнюю тумбы, четыре колонны, гидроцилиндры, гидросистему, станцию насосную, трубопроводы и узел подачи сжатого воздуха. Гидроцилиндры подвешены в пазах верхней тумбы с возможностью перемещения по ним и настройки на днища разных размеров. В центре стола нижней тумбы выполнено отверстие для подачи формующей жидкости под заготовку днища. В установке предусмотрена система слежения за высотой заготовки днища. Во внутренней центральной части нижней тумбы может быть расположена емкость для формующей жидкости. В центральной части верхней тумбы закреплен коллектор-распределитель. В результате обеспечивается возможность изготовления днищ различных типоразмеров и требуемого качества. 5 з.п. ф-лы, 5 ил.
1. Установка гидроформования днищ, характеризующаяся тем, что она содержит тумбу верхнюю с пазами, тумбу нижнюю со столом, четыре колонны, гидроцилиндры, гидросистему, станцию насосную, систему слежения за высотой заготовки днища, трубопроводы, узел подачи сжатого воздуха, причем гидроцилиндры подвешены в пазах верхней тумбы с возможностью перемещения по ним и настройки на днища разных размеров, а в центре стола тумбы нижней выполнено отверстие для подачи формующей жидкости под заготовку днища.
2. Установка по п.1, отличающаяся тем, что во внутренней центральной части тумбы нижней расположена емкость для формующей жидкости, а ее верхняя часть служит столом, предназначенным для установки матриц и штампов.
3. Установка по п.1, отличающаяся тем, что пазы для подвешивания гидроцилиндров расположены на нижней плоскости тумбы верхней, в центральной части которой закреплен коллектор-распределитель.
4. Установка по п.3, отличающаяся тем, что гидросистема состоит из установленной около одной из колонн гидростанции с распределительной и регулирующей аппаратурой, трубопроводов и рукавов высокого давления, соединяющих гидростанцию с коллектором-распределителем и гидроцилиндрами.
5. Установка по п.1, отличающаяся тем, что система слежения за высотой заготовки днища состоит из центральной штанги и указательной штанги, причем центральная штанга контактирует с центром днища.
6. Установка по п.1, отличающаяся тем, что узел подачи сжатого воздуха состоит из трубопровода подачи сжатого воздуха, крана, манометра и редукционного клапана.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ штамповки деталей типа днищ | 1975 |
|
SU624685A1 |
| Устройство для гидроштамповки листовых деталей | 1981 |
|
SU1005982A1 |
| Устройство для формовки жидкостью деталей типа днищ | 1982 |
|
SU1021498A1 |
| US 5157969 А, 27.10.1992. | |||

