1
Изобретение относится к устройствам для штамповки листовых заготовок жидкостью и может быть использовано в машиностроении при производстве летательных аппаратов и других изделий из листовых заготовок.
Известно устройство для штамловки листовых заготовок жидкостью, содержаш;ее корпус, полость которого связана с источником подачи жидкости. В полость помеш;ен узел распределения давления по заданному закону на поверхность заготовки, содержаш,ий полую штангу и жестко связанную с ней крышку, снабженную уплотнением, и концентрично установленные на штанге перегородки.
Штанга и перегородки выполнены подвижными в направлении, перпендикулярном к поверхности заготовки, и связаны между собой телескопически. Количество перегородок зависит от формы детали и требуемой точности. Две смежные перегородки, штанга и заготовка образуют отдельную рабочую полость. Каждая полость питается жидкостью от насосной станции при помош,и индивидуального трубопровода и редуктора.
Недостатком известного устройства является то, что при его помощи невозможно плавно изменить давление жидкости на поверхность заготовки. В связи с этим возможно неравномерное уплотнение заготовки в зоне, на которую действует постоянное давление. Кроме
того, известное устройство конструктивно сложно.
С целью обеспечения плавности распределения давления на поверхность заготовки, увеличения размеров допустимой деформации и упрошения конструкции в описывае.мом устройстве перегородка со стороны, обращенной к заготовке, имеет фасонную грибообразную поверхность, между перегородкой и штангой
с крышкой образована полость, уменьшающаяся в направлении заготовки и связанная с источником подачи жидкости, а полость штанги соединена с устройством для вакуумирования.
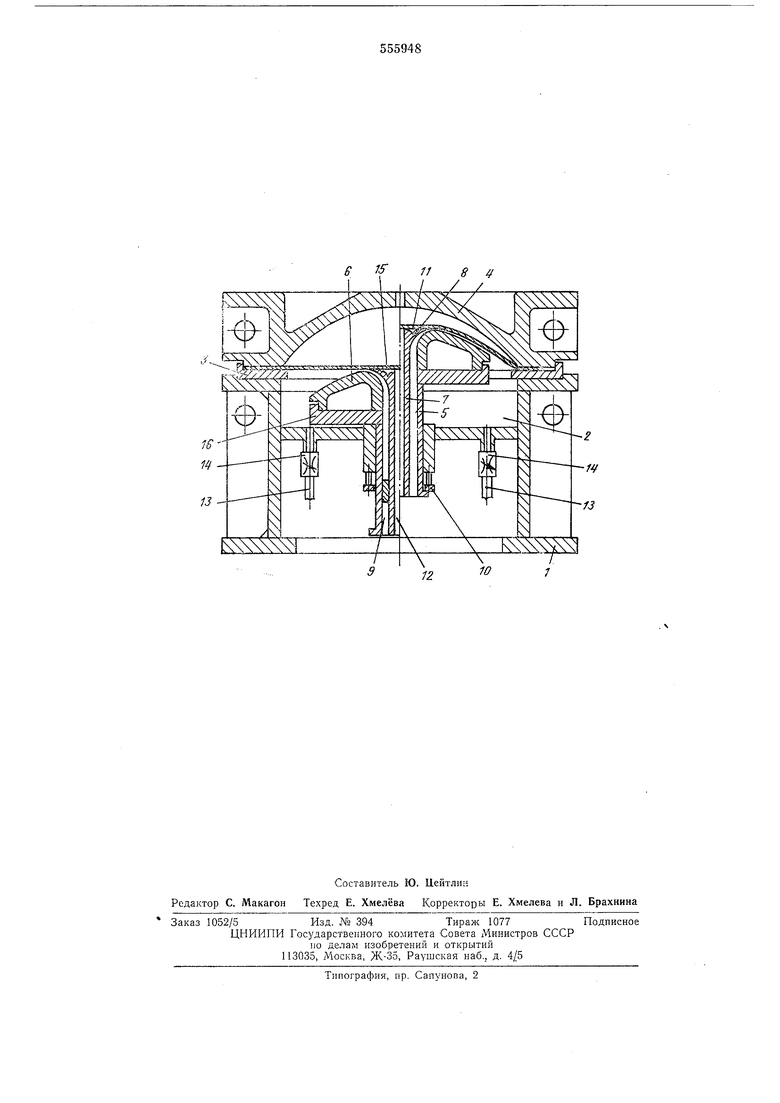
На чертеже показано описываемое устройство.
Устройство содержит корпус 1 с полостью 2, в которую под давлением от внешнего источника подается рабочая жидкость. На торце
корпуса устаиовлены сменные кольцо 3 и матрица 4. В корпусе расположен цилиндр 5, с ним жестко соединена сменная перегородка 6, поверхность которой, обращенная к заготовке, имеет грибообразную форму. В цилиндре
помещена ж;естко связанная с ним полая штанга 7 с крышкой 8. Между цилиндром с перегородкой и штангой с крышкой образован кольцевой канал 9, через который подается жидкость в полость 2. Площадь сечения канала плавно уменьшается по направлению к заготовке. Цилиндр 5, а вместе с ним штанга с крышкой и перегородка могут перемещаться в направлении, перпендикулярном к поверхности заготовки, на величину, ограничиваемую упором 10. Крышка снабжена уплотнением И, служаш,им для герметизации полости 12 штанги. Полость 12 связана с устройством для вакуумирования (на чертеже не показано). Для слива жидкости из полости 2 устройство снабжено трубопроводами 13 и дросселями 14.
Работает устройство следуюш,им образом.
Заготовку 15 помеш,ают между кольцом 3 и матрицей 4. Из полости 12 отсасывают воздух, в ней образуется разряжение и заготовка прижимается к крышке 8. Затем по каналу 9 от насосной установки (на чертеже не показана) подается под давлением рабочая жидкость. При заполнении жидкостью полости 2 давление в ней возрастает до требуемой величины. Затем открывают дроссели 14 на величину, определяемую заданным давлением жидкости. Рабочая жидкость по каналу 9 течет в зазор между верхней поверхностью перегородки 6 и заготовкой. В процессе формовки объем рабочей жидкости растет в полости между корпусом - и заготовки значительно меньше, чем подает насос, и излишки жидкости через дроссели 14 по трубопроводам 13 сливаются в бак (на чертеже не показан), в результате чего осуществляется циркуляция жидкости. Конкретный профиль перегородки подбирается в зависимости от требуемого распределения давления рабочей жидкости в различных зонах заготовки. Поскольку скорость течения жидкости определяется площадью кольцевой поверхности в каждом сечении, она зависит в каждом сечении от зазора между поверхностью перегородки и заготовкой. В полости 2 скорость течения жидкости уменьщается но мере удаления ее от оси устройства, то на основании закона Бернулли давление жидкости в этой зоне достигает максимального значения, примерно равного давлению развиваемого насосом. Центральная часть заготовки вследствие такого распределения давлений почти не деформируется.
При заполнении полости 2 жидкость воздействует на нижний торец фланца 16, жестко соединенного с перегородкой 6 и цилиндром 5, при этом цилиндр, перегородка и щтанга с крыщкой перемещаются вверх вместе с заготовкой, причем отрыв их от заготовки исключен. После перемещения цилиндра и связанных с ним деталей на некоторую заранее установленную величину, при которой формообразуется периферийная часть заготовки, упор 10 касается поверхности корпуса, и цилиндр останавливается. Зазор между перегородкой и заготовкой увеличивается, скорость движения жидкости уменьшается, а давление растет. Перегородка и штанга с крышкой отрываются от заготовки и осуществляется штамповка центральной части.
По окончании штамповки жидкость сливается из полости 2, цилиндр и связанные с ним детали опускаются в исходное положение. Отштампованную деталь извлекают.
Формула изобретения
Устройство для штамповки листовых заготовок жидкостью, полость корпуса которого связана с источником подачи жидкости и в которой помещен узел распределения давления по заданному закону на поверхность заготовки, содержащий подвижные в направлении, перпендикулярном к поверхности заготовки, полую штангу и жестко связанную с ней крышку, снабженную уплотнением, и по меньшей мере одну концентрично установленную на штанге перегородку, отличающеес я тем, что, с целью обеспечения плавности распределения давления на поверхность заготовки, увеличения размеров допустимой деформации и упрощения конструкции, перегородка со стороны, обращенной к заготовке, имеет фасонную грибообразную поверхность, между лерегородкой и штангой с крышкой образована полость, уменьшающаяся в направлении заготовки и связанная с источником подачи жидкости, а полость штанги соединена с устройством для вакуумирования.
107
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидровытяжки | 1972 |
|
SU463287A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1994 |
|
RU2105653C1 |
| Устройство для штамповки листовых заготовок давлением среды | 1979 |
|
SU919785A1 |
| Устройство для гидровытяжки | 1973 |
|
SU640787A2 |
| Устройство для изготовления сильфонов | 1974 |
|
SU978975A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1328036A1 |
| Устройство для штамповки листовых заготовок с помощью эластичной среды | 1990 |
|
SU1801668A1 |
| Универсальный гибочный штамп | 1978 |
|
SU766706A1 |
| Взрывная камера для гидровзрывной штамповки и способ изготовления взрывной камеры для гидровзрывной штамповки | 2020 |
|
RU2743176C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2099160C1 |