(54) УСТРОЙСТВО ДЛЯ ГИДРОВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидровытяжки | 1972 |
|
SU463287A1 |
| Устройство для гидровытяжки | 1973 |
|
SU640787A2 |
| Устройство для штамповки листовых заготовок жидкостью | 1975 |
|
SU555948A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Устройство для гидравлической штамповки полых деталей | 1987 |
|
SU1433527A2 |
| Устройство для формовки листовых деталей в режиме сверхпластичности | 1981 |
|
SU1038011A1 |
| УСТРОЙСТВО для вытяжки | 1965 |
|
SU172264A1 |
| Устройство для раздачи трубчатых заготовок | 1984 |
|
SU1222359A1 |
| Устройство для продольной подачи и вращения цилиндрических заготовок | 1983 |
|
SU1091966A1 |
| Устройство для формовки жидкостью деталей типа днищ | 1982 |
|
SU1021498A1 |
1
Изобретение относится к обработке металлов давлением и касается, в частности, устройств для штамповки жидкостью.
Известно устройство для штамповки костью, содержащее корпус с рабочей жид- g костью, подача которой обеспечивается насосной стандией наполнения. Рабочая полость корпуса разделена на отдельные зоны, автономно соединенные через редукторы с насосной стандией и изолированные друг от друга ю телескопически связанными одними концами и подпружиненными одна к другой перегородками, имеющими форму поверхности тел вра. щения, свободные конды которых снабжены уплотнителями и взаимодействуют с заго- t5 товкой. Устройство снабжено подвижной полой штангой, несущей систему перегородок и связанной с насосной стандией.
Цель изобретения - получить детали выпукло-вогнутой формы, например мембраны. 20
Для этого устройство снабжено вторым корпусом, расположенным по другую сторону заготовки, с перегородками, аналогичными перегородкам первого корпуса. При этом конды Перегородок обоих корпусов смещены в 25
плоскости заготовки. Перегородки снабжены трубчатыми указателями осевого перемещения с клапанами на свободных кондах.
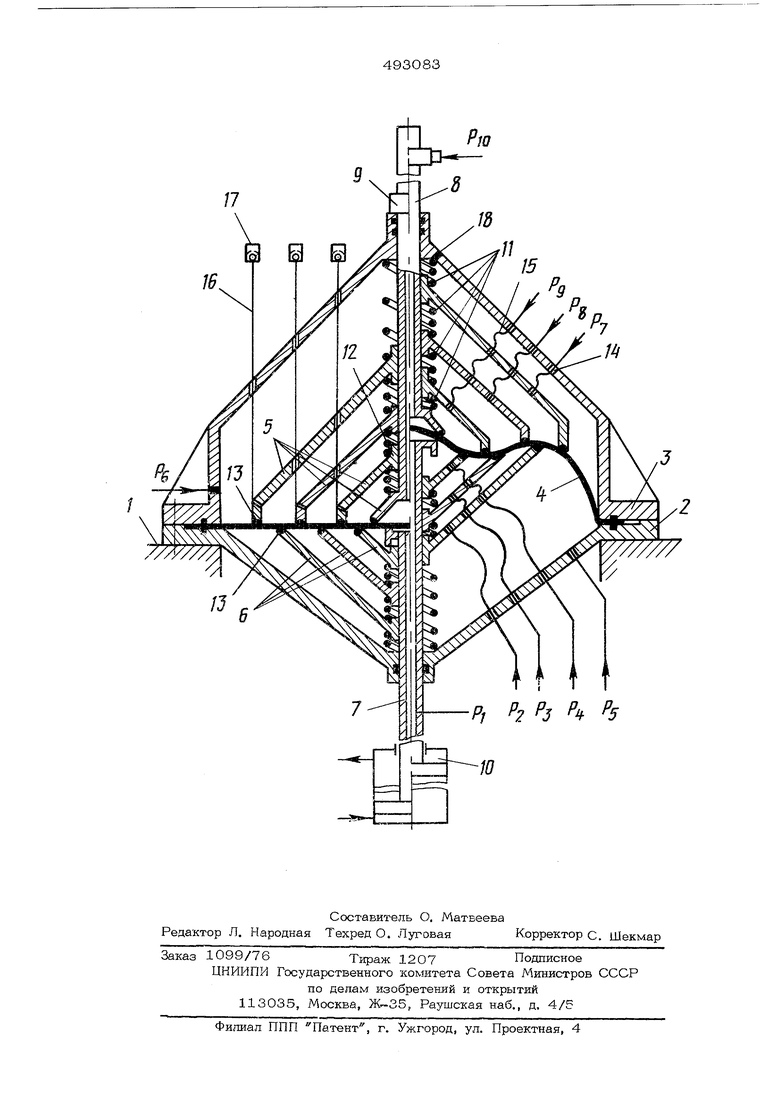
На чертеже изображено предлагаемое устройство.
Оно содержит основание 1, к которому крепятся корпуса 2 и 3, расположенные по обе стороны от заготовки 4.
Внутри корпусов размещены подвижные перегородки 5 и 6, имеющие возможность перемещения вдоль полых направляющих штан 7 и 8. Торцы штанг, обращенные к заготовке, заканчиваются герметичными рабочими зонами (например, в виде конуса или дилиндра). Торед полой штанги 8 имеет регулируемый упор 9, с помощью которого осуществлется предварительная настройка по высоте системы перегородок 5 верхнего корпуса 3.
Направляпощая щтанга 7 прикреплена к поршню гидродилиндра 10, возвращающего систему перегородок 6 в исходное положение после окончания дикла штамповки.
Перегородки 5 опираются на пружины 11 служащие для предварительного поджатия их к заготовке. Герметичность в каждой рабочей зоне обеспечивается уплотнениями 12 и 13 и гермовЕодами 14, через которые с помощью гибких шлангов 15 нагнетается
рабочая жидкость.
Перегородки 5 для контроля геометричес- (
кой формы детали и для удаления воздуха из рабочих зон в начальный момент штамповки снабжены трубчатыми указателями 16 осевого перемещения. Указатели 16 имеют одинаковую высоту относительно плоской заго- )0 товки 4, и на их кондах установлены поплавковые клапаны 17, закрывающиеся по мере заполнения рабочей жидкостью пространства между перегородками 5.
Для удаления воздуха и жидкости из зон, l(i ограниченных корпусом 3 и перегородками 5, корпус 3 снабжен щтуцером 18.
Направляющую щтангу 8 поднимают вверх (любым подъемным механизмом) и фиксируют упором 9, при этом пружины 11 сжима- 80 юте я. Направл5пощую штангу 7 опускают с помощью гидродилиндра 10, Корпус 3 снимают и устанавливают заготовку 4, затем надевают корпус и зажимают заготовку по фланцу. В устройство подают рабочую жид- 86 кость. Воздух выходит через указатели 16, клапаны 17 и щтуцер 18. По мере заполнения жидкостью пространства между перегородками 5 клапаны 17 закрываются и герметизируют рабочие зоны, В момент запол- нения жидкостью всех рабочих зон устройства щтуцер 18 закрывают.
Затем щтангу 7 приподнимают, а штангу 8 опускают до соприкосновения с заготовкой 4 уплотнений 13, при этом под действием
пружин 11 происходит поджатие перегородок 5 к заготовке 4. После этого в каждой зоне создают определенное давление Р, - Рц, например системой редукторов, обеспечивающее деформапию заготовки в той последовательности, которая позволяет получать детали требуемой формы.
Контроль геометрии детали осуществляют по высоте поднятия указателей 16 осевого перемещения,
После окончания гидровытяжки давление из рабочих зон стравливают, направляющую щтангу 8 приподнимают и фиксируют упором 9, после чего воздухом через штудер 18 вытесняют жидкость из корпуса 3. Штангу 7 опускают гидроцилиндром 1О в исходное положение и,сняв корпус 3, вынимают готовую деталь.
Формула изобретения
1,Устройство для гидровытяжки по авт, св № 463287, отличающееся тем, что, с целью получения деталей выпукло-вогнутой формы, оно снабжено вторым корпусом, расположенным по другую сторону заготовки, с перегородками, аналогичными перегородкам первого корпуса, при этом концы перегородок обоих корпусов смещены в плоскости заготовки,
2,Устройство по п. 1, отличающее с я тем, что перегородки снабжены трубчатыми указателями осевого перемещения с клапанами на свободных концах. Pf Р2 РЗ Р 5
