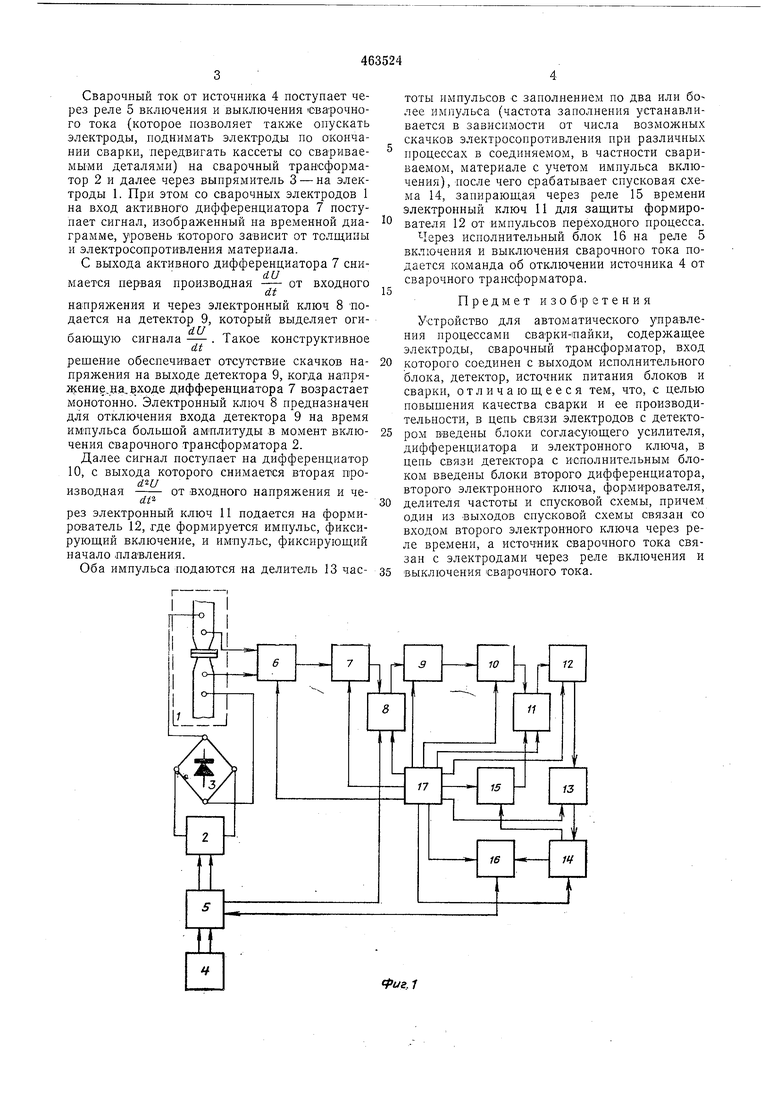
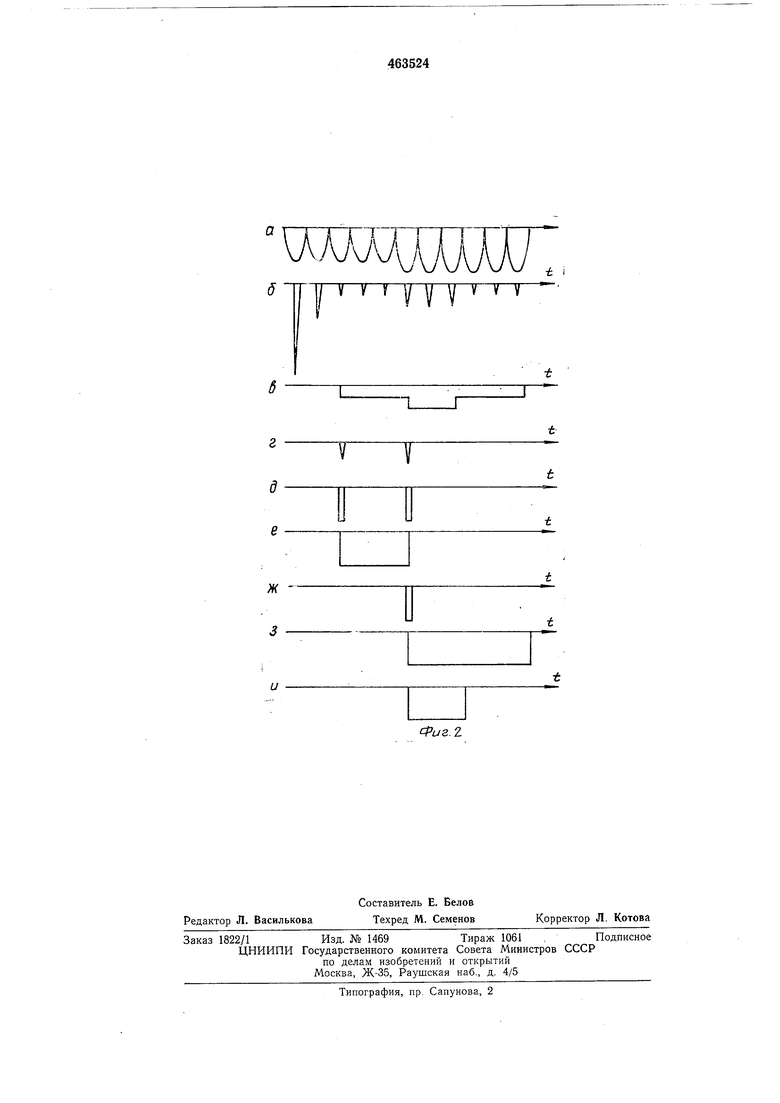
Сварочный ток от источника 4 поступает через реле 5 включения и выключения сварочного тока (которое позволяет также опускать электроды, поднимать электроды по окончании сварки, передвигать кассеты со свариваемыми деталями) на сварочный трансформатор 2 и далее через выпрямитель 3 - на электроды 1. При этом со сварочных электродов 1 на вход активного дифференциатора 7 поступает сигнал, изображенный на временной диаграмме, уровень которого зависит от толщины и электросопротивления материала.
С выхода активного дифференциатора 7 сниdUмается первая производная - от входного
напряжения и через электронный ключ 8 подается на детектор 9, который выделяет огиdU „
оающую сигнала. 1 акое конструктивное
dt
решение обеспечивает отсутствие скачков напряжения на выходе детектора 9, когда няпряЯ ение.на, входе дифференциатора 7 возрастает монотонно. Электронный ключ 8 предназначен для отключения входа детектора 9 на время имлульса большой амплитуды в момент включения сварочного трансформатора 2.
Далее сигнал поступает на дифференциатор 10, с выхода которого снимается вторая проd- U
изводная от входного напряжения и через электронный ключ 11 подается на формирователь 12, где формируется импульс, фиксирующий включение, и импульс, фиксирующий начало плавления. Оба импульса подаются на делитель 13 частоты импульсов с заполнением по два или бо лее импульса (частота заполнения устанавливается в зависимости от числа возможных скачков электросопротивления при различных процессах в соединяемом, в частности свариваемом, материале с учетом импульса включения), после чего срабатывает спусковая схема 14, запирающая через реле 15 времени электронный ключ 11 для защиты формирователя 12 от импульсов переходного процесса. Через исполнительный блок 16 на реле 5 включения и выключения сварочного тока подается команда об отключении источника 4 от сварочного трансформатора.
Предмет изобретения
Устройство для автоматического управления процессами сварки-пайки, содержащее электроды, сварочный трансформатор, вход которого соединен с выходом исполнительного блока, детектор, источник питания блоков и сварки, отличающееся тем, что, с целью повышения качества сварки и ее производительности, в цепь связи электродов с детектором введены блоки согласующего усилителя, дифференциатора и электронного ключа, в цепь связи детектора с исполнительным блоком введены блоки второго дифференциатора, второго электронного ключа, формирователя, делителя частоты и спусковой схемы, причем один из выходов спусковой схемы связан со входом второго электронного ключа через реле времени, а источник сварочного тока связан с электродами через реле включения и выключения сварочного тока.
Риг,1
щщ-гаш
а
V ГТ
Т V V
ITT
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом сварки-пайки | 1975 |
|
SU519301A2 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1722731A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| Устройство для автоматическогоупРАВлЕНия пРОцЕССОМ СВАРКи-пАйКи | 1978 |
|
SU795817A1 |
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСВАРКИ С БЕЗОПАСНЫМ НАПРЯЖЕНИЕМ ХОЛОСТОГО ХОДА И ПОВЫШЕННОЙ УСТОЙЧИВОСТЬЮ ПОДЖОГА И ГОРЕНИЯ СВАРОЧНОЙ ДУГИ | 1999 |
|
RU2157303C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛИМЕРНЫХ КОНТЕЙНЕРОВ | 2011 |
|
RU2462225C1 |
| Устройство для сварки давлением | 1981 |
|
SU965667A1 |
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
1г
сСиг.г
