1
Изобретение касается изготовления из листовых заготовок изделий типа бесшовных конических обечаек.
Известен способ изготовления полых конических изделий без дна штамповкой из круглых листовых заготовок за несколько переходов. На первом переходе получают полуфабрикат с конической боковой поверхностью по форме готового изделия и дном, имеюш,им плоскую центральную часть. На втором и третьем переходах штамповки осуш,ествляют пробивку отверстия в дне полуфабриката и отбортовку в готовое изделие. Однако в известном способе высота готового изделия ограничивается качеством кромок отверстия, выполняемого пробивкой в внеблагоприятиых условиях.
Для обеспечения возможности увеличения высоты изделий при пробивке создают в центральной части дна полуфабриката напряженное состояние двухосного . сжатия путем вынолнения дна вогнутым с конической периферийной частью и деформирования ее в концевую часть готового изделия.
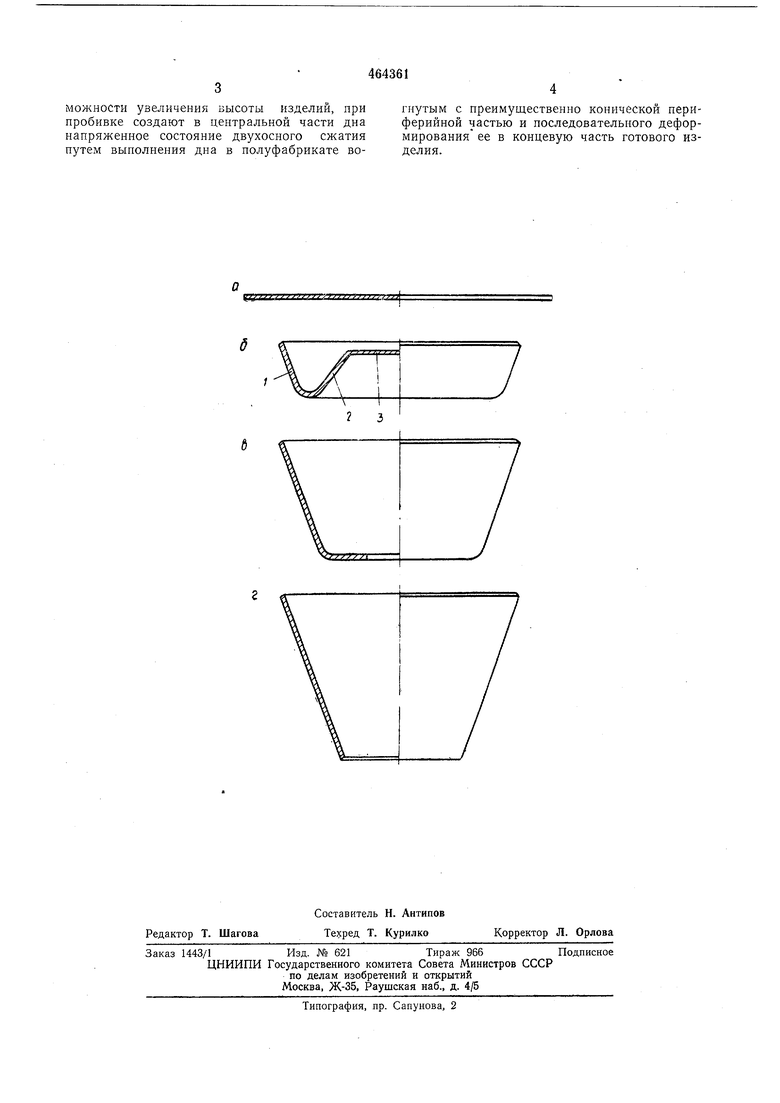
На чертеже изображены переходы штамповки конических изделий.
Из плоской листовой заготовки (см. а) штампуют полуфабрикат (см. б), имеюш,ий коническую боковую часть 1 по форме готового изделия и вогнутое дно с конической
периферийной частью 2 и плоским центральным участком 3. Затем последовательно выворачивают периферийную часть 2 дна, образуя продолжение конической боковой части 1, до получения нерехода (см. а) с неотбортованным плоским дном и осуш,ествляя в процессе выворачивания пробивку отверстия в центральном участке 3. После отбортовки дна перехода (см. в) получают готовое изделие (см. г). В процессе выворачивания периферийной части 2 дна полуфабриката в центральном участке 3 создаются сжимающие напряжения, повышаюш,ие качества кромок пробиваемого в нем отверстия. Этим
обеспечивается возможность увеличения предельно допустимой степени деформации кромок при отбортовке, уменьшения диаметра пробиваемого отверстия и, следовательно, повышения высоты готового изделия.
гт
Предмет изобретения
Способ изготовления полых конических изделий без дна штамповкой из листовых круглых заготовок, при котором получают полуфабрикат с конической боковой поверхностью по форме готового изделия и- дном, имеюш,им преимушественно плоскую центральную часть, в которой пробивают отверстие и отбортовывают кромки, отличаюш,ийся тем, что, с целью обеспечения возможности увеличения высоты изделий, при пробивке создают в центральной части дна напряженное состояние двухосного сжатия путем выполнения дна в полуфабрикате вогнутым с преимущественно конической периферийной частью и последовательного деформирования ее в концевую часть готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических ступенчатых деталей | 1987 |
|
SU1505633A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления эмалированной посуды, в частности чайника | 1990 |
|
SU1801044A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ И ОТВЕРСТИЕМ В ДНЕ | 1991 |
|
RU2014929C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| Способ изготовления полых изделий с отверстием в дне | 1984 |
|
SU1155337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ КОЛЕС | 1996 |
|
RU2092263C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1995 |
|
RU2101117C1 |
2 3
