(54) РАЗВЕРТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления | 1990 |
|
SU1799694A1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| ЛЮНЕТНЫЙ УЗЕЛ ДЛЯ СВЕРЛА ГЛУБОКОГО СВЕРЛЕНИЯ С НАРУЖНЫМ ОТВОДОМ СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1995 |
|
RU2088394C1 |
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
| Кондукторная втулка | 1981 |
|
SU1000171A1 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2001 |
|
RU2211116C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
Изобретение отиосится к металлообработке II может быть использовано при обработке глубоких точных отверстий.
Известны :развертк11, снабженные передней направляющей.
Онисьиваемая развертка отличается от известных тем, что передняя на:пра.вляющая выполнена в виде втулки, снабженной снаружи продольными зубьями, .наружный диаметр которых больше исходного диаметра обрабатываемого отверстия, но меньше диаметра разBcpTKii. Такая конструкция повышает точность обработки.
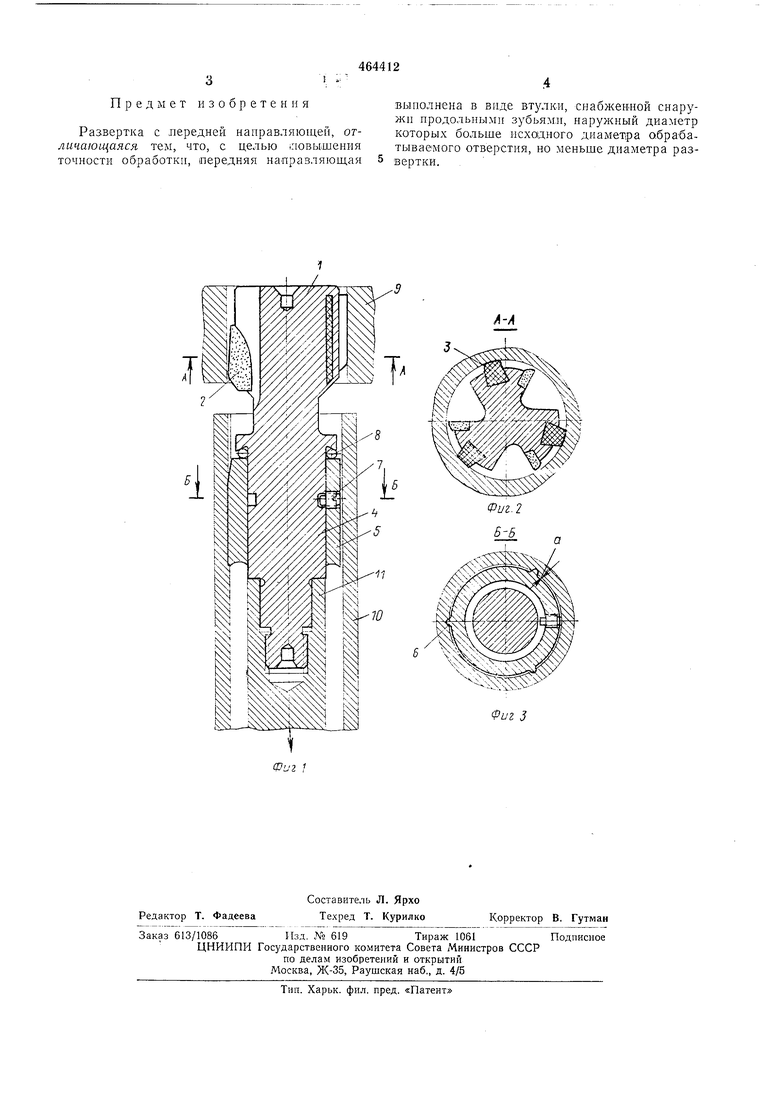
Ма ф.нг. 1 изображена предлагае.мая развертка в разрезе; на фиг. 2 - сечение но А- А на фиг. ; на фит. 3 - сечение ио Б-5 на фиг. 1.
к корпусу / иринаяиы твердосплавные режуш,ие ; 1ластнны 2 и за1:фессо.;ваны текстолитовые направляющие шпонкп 3. Иа цилиндрическую шейку 4 корлуса / с возмож1 остью относительного вращення насажена передняя направляющая 5, которая выполнена в виде втулки, снабженной -про.дольныма- зубья1М1 6. При этом наружный диадтетр, образующий зубья, больше исходного аиаметра обрабатываемого отверстия, но меньше диаметра обработанного от.ве.рстия. Передняя направляющая удерживается от выпадания винтом 7 и опирается на шарики 8, которые воспринимают о-севое да.влсн1;1е. Те-кстолптовые ва.п.равляющие шпонки 3 служат для гашения B:i6paднй и направления передней направляющей 5 ;ю кондукторной втулке 9 в 11омент ее захода в обрабаты.ваемый канал изделия 10 Коршуе } кполптся н центрируется в бо:);птанге //.
Обработка ироизводится методом на ;)астяженпе. В момент захода зубьев 6 мерсдней нанравляющей 5 корпус / не вран1ается ;i направляется по кондукторной втулке 9. Перед врезанпем режунхих пластпп 2 сообщается ,ение (Kopuiycy / или изделию 10) н корпус / вместе с режун и.мн пластинами 2 на.правляется 1ередней направляющей 5. Припуск «а выбирается мин.пмал1 но возможньсм. Его вел;1чина зависит от исходных i-eoметрическнх гюгрешностей обрабатываемого отверстия и несооспости осевой кондукторной и обрабатываемой втулок. Практически величина нршпуска «а в несколько раз меньше npiinycKa, снимаемого разверткой. Пз-за того, что величина слоя, снимаемого зубьялгт 6 передней направляющей 5, очень мала на переднюю направляющую действуют небольтиие усилия, которые не могут ее деформировать, в результате чего направляюн1,ая 5, перемепшясь по прямой, обеспечивает прялюлпнейное направление режущих пластин 2. Предмет изобретения Развертка с передней направляющей, отличающаяся тем, что, с целью повышения точности обработки, передняя направляющая 5
Фиг J выполнена в виде втулки, снабженной снаружи продольными зубьям.и, наружный диаметр которых больще исходного диаметра обрабатываемого отверстия, но меньще диаметра развертки.
