1
1256935
Изобретение относится к технологии машиностроения и может быть использовано при алмазно-абразивной обработке отверстий.
Цель изобретения - повьппение точности обработки.
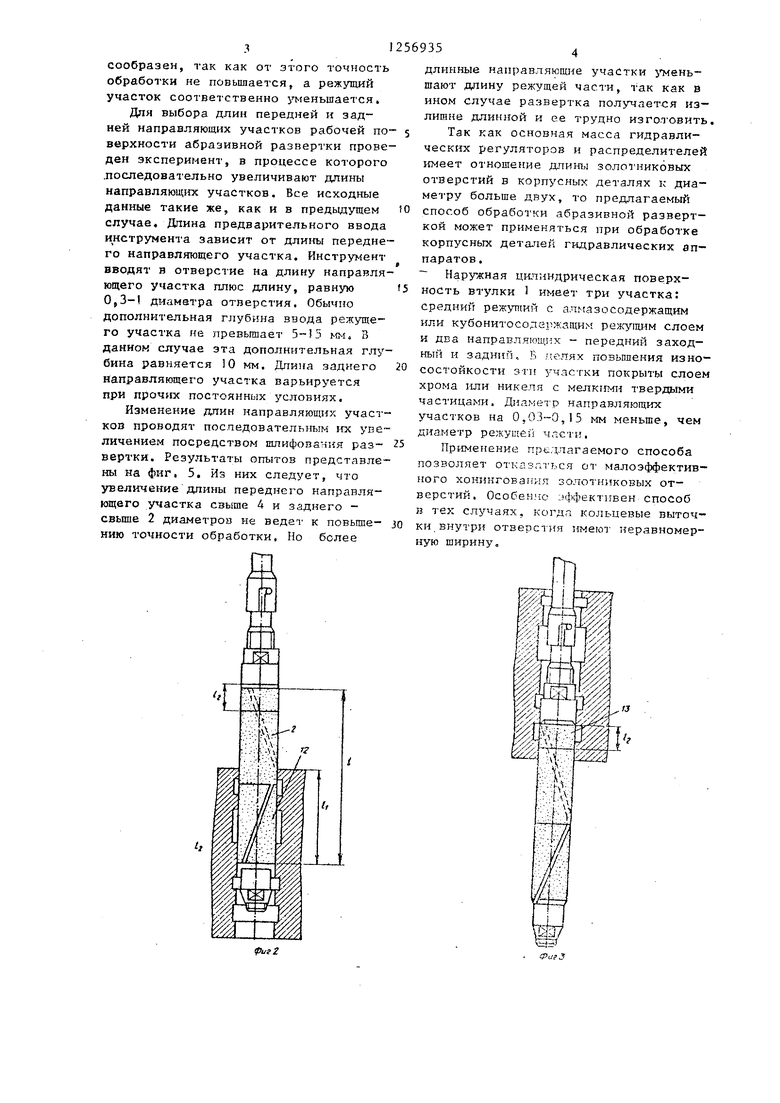
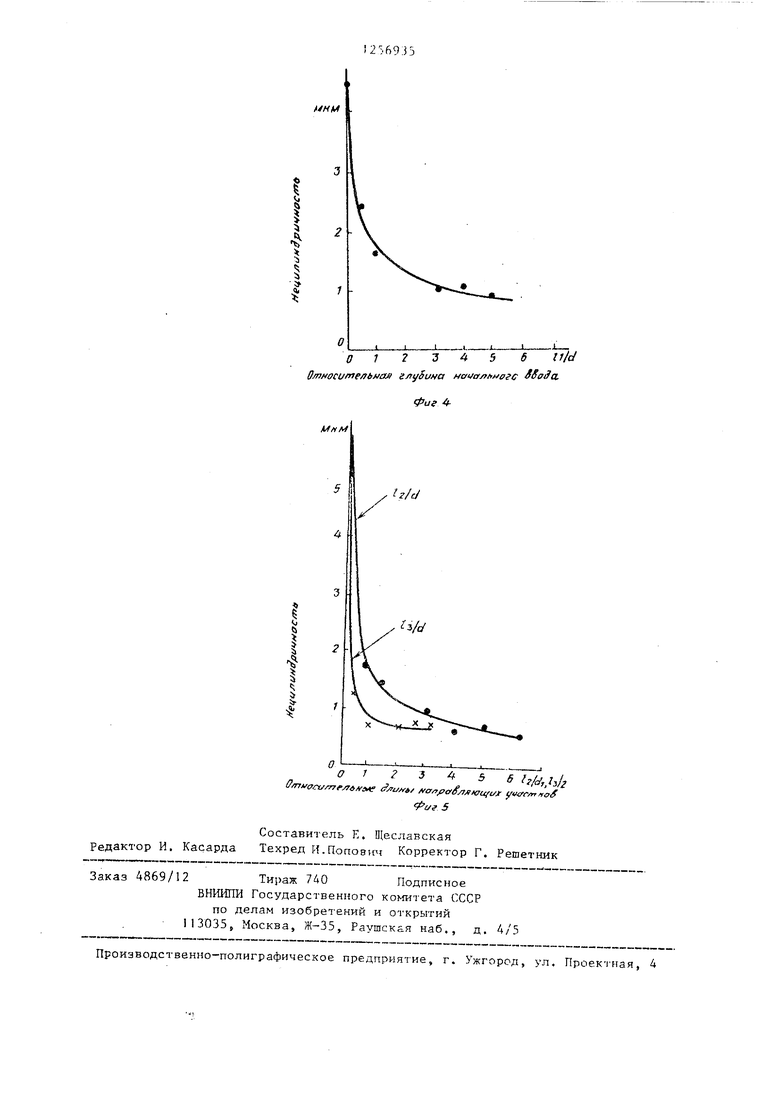
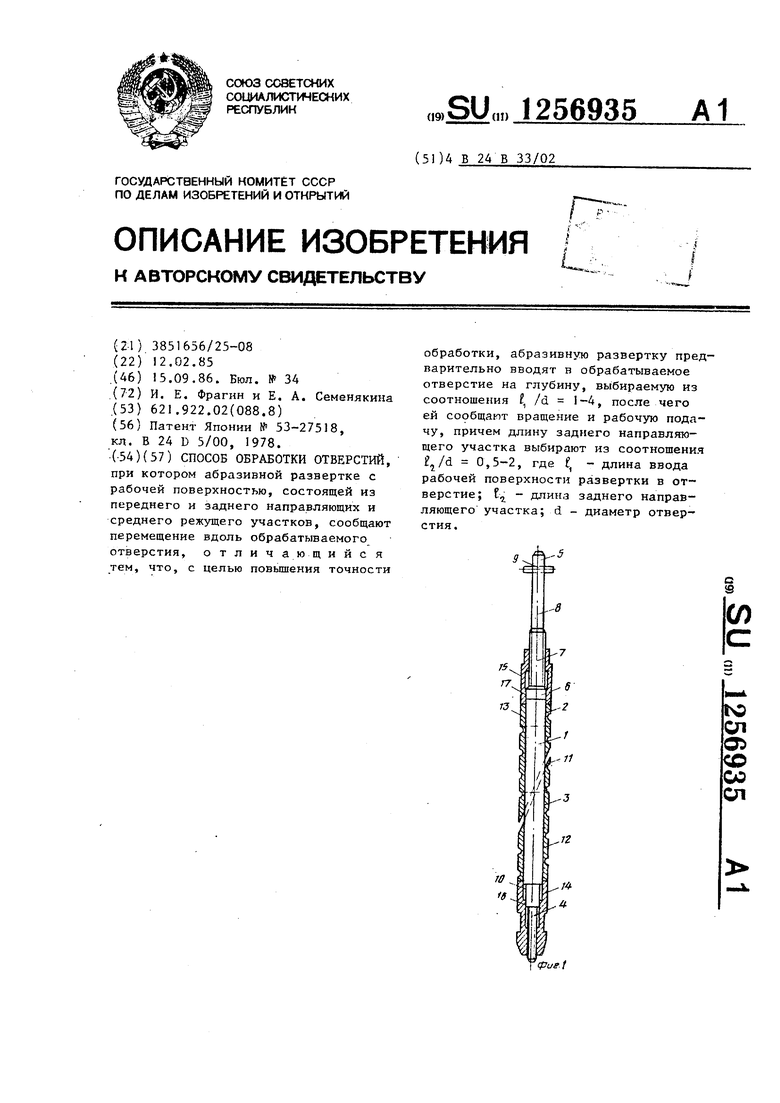
На фиг. изображена абразивная развертка, разрез; на фиг, 2 - схема ввода абразивной развертки в отверстие; на фиг. 3 - схема выхода абразивной развертки из отверстия (нижнее крайнее положение); на фиг,, 4 - график влияния предварительного ввода абразивной развертки в отверстие на искажение формы отверстия; на фиг. 5 - график влияния на искг1жение формы рпины направляющих участков.
Абразивная развертка включает ко- ническуто оправку 1 , на которой установлена деформиру&мая втулка 2„ Оправка i имеет усечвнньй конус 3 и два хвостовика 4 и 5. К усеченному конусу со стороны большего диаметра приьшкает цилиндрический участок 6, соединенный с резьбовым участком 7, перекодяпщм в цилиндрический участок 3 с отверстием 9, Со стороны меньшего диаметра к усеченному конусу -примыка- .ет цилиндрический участок 10, пере- ,ходящий в резьбовой хвостовик 4. На наружной поверхности дефоркшруемой. втулки 2 электрохимически., химически или с помощью напьшения згчкреплен алмазосодержащий режущий слой II и выполнены заниженные по диаметру (по
10
15
20
55
30
диаметре обрабатываемого отверстия до 25 мм) отпадает необходимость в верхней гайке 15, так как втулка 2 в процессе обработки удерживается на конической поверхности оправки 1 силой трения.
Невращающуюся абразивную развертку ускоренно вводят в отверстие об- рабатыраемой детали на глубину , (фиг. 2). В этот момент заходный . направляющий участок 12 длиной I, втулки 2 полностью введен в отверстие, передняя часть режущего участка также может быть частично введена в отверстие ( обычно на глубину до Ю- 5 мм)о После предварительного ввода абразивной развертки в обрабатьшае- мое отверстие включаются вращение и рабочая осевая подача: начинается процесс обработки. Развертка перемещается вниз пока не достигает положения, показанного на фиг. 3. Режущий участок обычно на 3-10 мм не выходит за нижний торец обрабатываемого отверстия, однако, если разница диаметров направляющего у частка 13 длиной 1j и режущей поверхности не превьшает 0,02-0,03 мм, то возможен полный вывод абразивной развертки из отверстия. Из крайнего нижнего положения абразивная развертка возвращается на ускоренной или рабочей подаче в верхнее исходное положение. Так как съем на первый проход составляет от 80 до 90% общего съема за два
сравнению с режущим участком) два на- - 5хода, то второй проход оказывает
правляющих участка: передний заходныйнебольшое влияние иа достигаем; то точ-
12 к задний 13. На резьбовых концахность и размера. 7 и 4 смонтированы гайки 14 и 13, Недостаточная глубина предвариимеющие точные цилиндрические отверстия 16 и 17, с помощью которых гайки 14 и 15 центрируются относительно рправки 1 по цилиндрическим поверхностям 6 и 10. Гайки 14 и 15 служат для перемещения деформируемой втулки 2 вдоль оси оправки 1 с целью расширения режущей поверхности деформируемой втулки 2 на заданный диаметр,
Обработка абразивной разверткой осуществляется следующим образом.
Диаметр режущей поверхности длиной I настраивается болыпим, чем диаметр отверстия у заготовки, на величину снимаемого припуска (обычно 5-20 мкм), после чего втулка 2 закрепляется между гайками 14 и 15. В тех случаях, когда втулка 2 натягивается на оправку с большим осевым усилием (например, Р 100 кГс при
1256935
5
0
5
0
диаметре обрабатываемого отверстия до 25 мм) отпадает необходимость в верхней гайке 15, так как втулка 2 в процессе обработки удерживается на конической поверхности оправки 1 силой трения.
Невращающуюся абразивную развертку ускоренно вводят в отверстие об- рабатыраемой детали на глубину , (фиг. 2). В этот момент заходный . направляющий участок 12 длиной I, втулки 2 полностью введен в отверстие, передняя часть режущего участка также может быть частично введена в отверстие ( обычно на глубину до Ю- 5 мм)о После предварительного ввода абразивной развертки в обрабатьшае- мое отверстие включаются вращение и рабочая осевая подача: начинается процесс обработки. Развертка перемещается вниз пока не достигает положения, показанного на фиг. 3. Режущий участок обычно на 3-10 мм не выходит за нижний торец обрабатываемого отверстия, однако, если разница диаметров направляющего у частка 13 длиной 1j и режущей поверхности не превьшает 0,02-0,03 мм, то возможен полный вывод абразивной развертки из отверстия. Из крайнего нижнего положения абразивная развертка возвращается на ускоренной или рабочей подаче в верхнее исходное положение. Так как съем на первый проход составляет от 80 до 90% общего съема за два
тельного ввода абразивной развертки в обрабатываемое отверстие может явиться причиной искажения его геометрической формы.
Вследствие перекосов при вводе абразивной развертки в отверстие, из- за ; исбаланса карданной подвески, возникает сила Р, и момент от этой силы, приводящий к повышенному съему металла в верхней зоне - отверстие разбивает. При более глубоком вводе абразивной развертки перекос существенно меньше и погрешность формы мала.
Из графика на фиг, 4 следует, что при глубине ввода меньше, чем 1,0 d искажение достигает 2- 4,0 мкм, что во многих случаях недопустимо. Ввод развертки в отверстие на глубину более 4 диаметров нецеле
сообразен, так как от этого точность обработки не повышается, а режущий участок соответственно уменьшается.
Для выбора длин передней и задней направляющих участков рабочей поверхности абразивной развертки проведен эксперимент, в процессе которого .последовательно увеличивают длины направляю1Д1пс участков. Все исходные данные такие же, как и в предьщущем случае. Длина предварительного ввода и нструмента зависит от длины переднего направляющего участка. Инструмент вводят в отверстие на длину направляющего участка плюс длину, равную Oj3- диаметра отверстия. Обычно дополнительная глубина ввода режущего участка не Х1ревышает 5- 5 ь В данном случае эта дополнительная глубина равняется 10 мм. Длина заднего направляющего участка варьируется при прочих постоянных условиях.
Изменение длин направляющих участков проводят последовательным irx увеличением посредством шлифования развертки. Результаты опытов представлены на фиг, 5, Из них следует, что увеличение длины переднего направляющего участка свыше 4 и заднего - свыше 2 диаметров не ведет к повьше- нию точности обработки. Но более
длинные направляющие участки шают длину режущей части, так как в ином случае развертка получается излишне длинной и ее трудно изготовить. Так как основная масса гидравлических регуляторов и распределителей имеет отношение длины золотниковых отверстий в корпусных деталях к диаметру больше двух, то предлагаемый
способ обработки абразивной разверткой может применяться при обработке корпусных деталей гидравлических аппаратов . Наружная цилиндрическая поверхность втулки 1 имеет три участка: средни режупшй с алмазосодержащим или кубонитосодаржащим слоем и два направляющих - передний заход- ный и задний, Б тделях повышения износостойкости эти участки покрыты слоем хрома или никеля с мелкими твердыми частицами. Диаметр направляющих участков на 0,03-0,15 мм меньше, чем диаметр режуще) члсти.
Применение предлагаемого способа позволяет отказаться от малоэффективного хонинговаг1 я золотниковых отверстий, Особвнмо эффективен способ J3 тех случаях, когда кольцевые выточки внутри отверстия имегот неравномерную ширину.
ин
а
; 3 4 5 5
OmHocutneabHOJi глубина .
Hid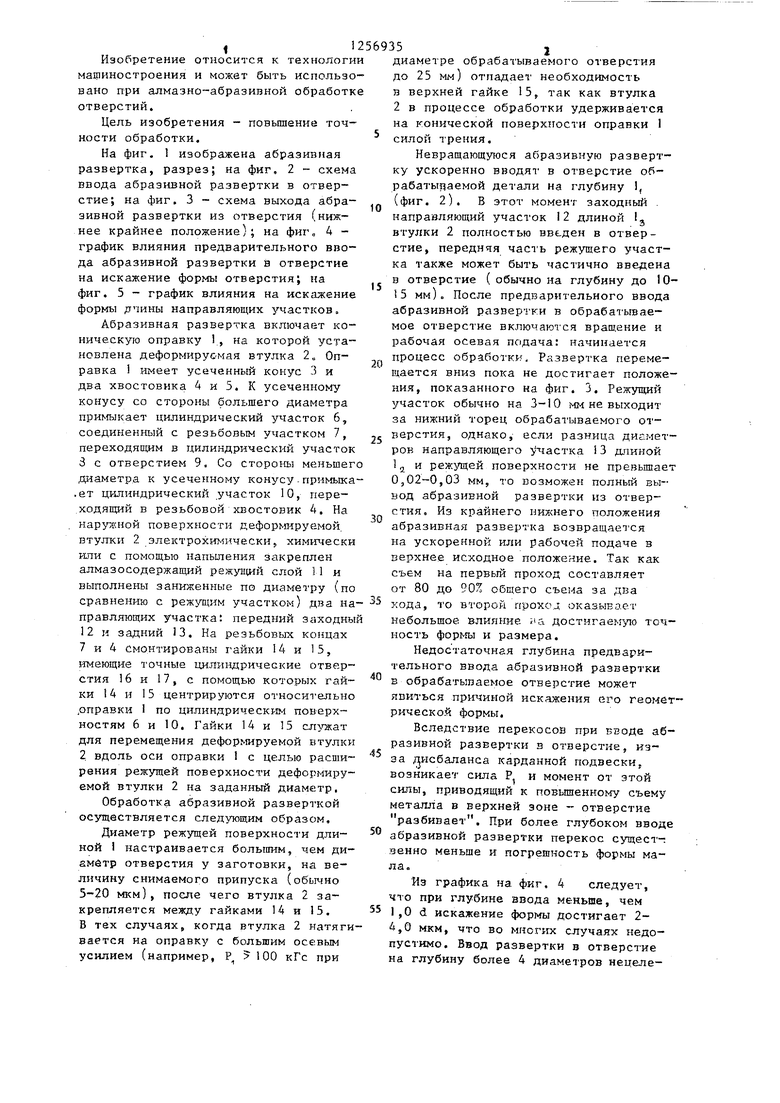
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| Абразивная развертка | 1985 |
|
SU1256936A1 |
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| Абразивная развертка | 1986 |
|
SU1333551A1 |
| Абразивная развертка | 1981 |
|
SU987898A1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |
| УСТРОЙСТВО И СПОСОБ ПОДГОТОВКИ РЕЖУЩЕЙ КРОМКИ | 2020 |
|
RU2820876C2 |
| Способ шлифования | 1980 |
|
SU880697A1 |
| Инструмент для обработки отверстий | 1989 |
|
SU1703434A1 |
lutNf
i
. 3 4 5 # г,/,1,/
i/Truactj/Tjf uHs f (fjri/ffA/ ffa/jf/cfO j fouft/jr yuffc/nrtoS 5
Составитель E, Щеславская Редактор И. Касарда Техред l-f.nonoBini Корректор Г. Решетник
Заказ 4869/12 Тираж 740 Подписное
ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
1г/с/
Производственно-полиграфическое предприятие, г. Ужгород, ул, Проек 1 ная, 4
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
