(54) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1973 |
|
SU465295A1 |
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU555954A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533434A1 |
| Машина для контактной точности сварки арматурных сеток | 1975 |
|
SU535993A1 |
| Машина для контактной точечной сварки сеток | 1972 |
|
SU573120A3 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU300986A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU535992A1 |
1
Изобретение относится к сварочным машинам, предназначенным для сварки арматурных сеток.
Известна машина для контактной точечной сварки, содержащая станину, на которой смонтированы совмеш,енные приводы давления, несуш,ие корпусы со сварочными головками и ножами, и механизм продольной подачи.
Однако в такой машине усилия сварочных приводов недостаточно для резки прутков.
Цель изобретения - увеличение производительности.
Это достигается тем, что предлагаемая машина снабжена механизмом передачи дополнительного усилия для резки, выполненным в виде периодически вводимых между нижней плоскостью корпуса сварочных головок и ножами промежуточных вилок, закрепленных на толкателях, смонтированных на корпусах сварочных головок с возможностью взаимодействия с приводной поворотной балкой, установленной на станине.
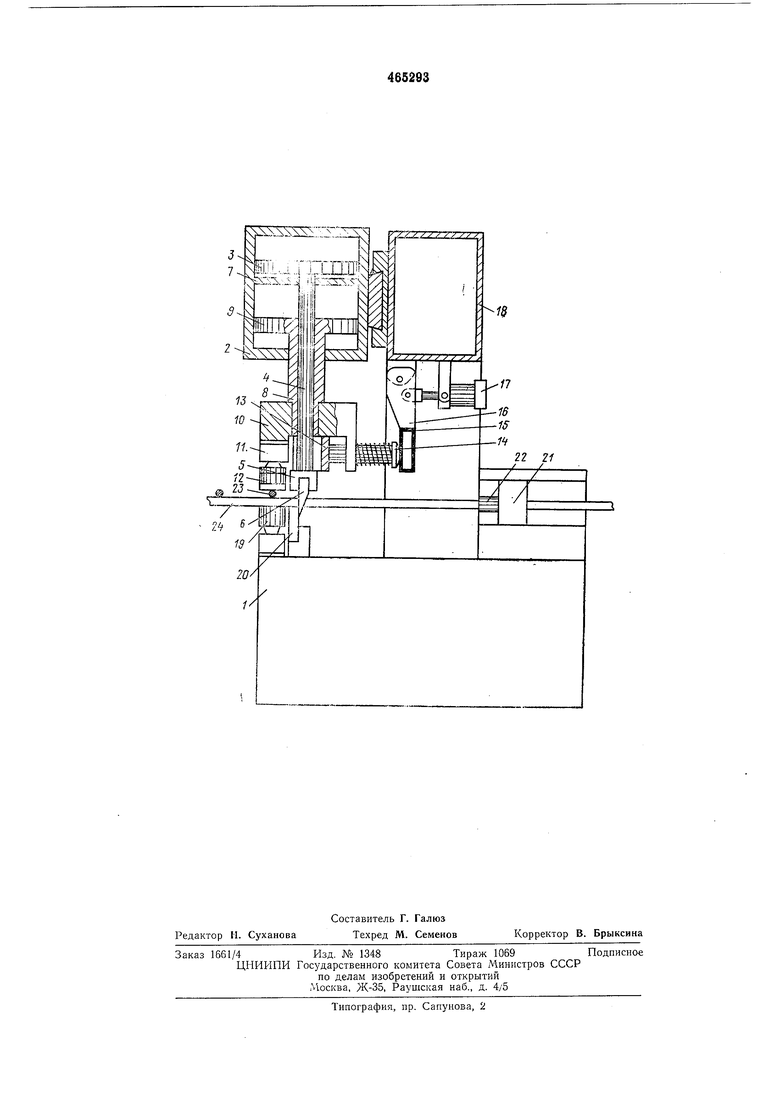
На чертеже изображена предлагаемая машина.
Машипа состоит из станины 1, на которой смонтированы сварочные головки, выполненные в виде силовых совмеп1,енных приводов 2, снабженных поршнями 3, которые связаны со штоками 4. На последних закреплены корпусы 5 с ножами 6. Приводы 2 разделены стенками 7, образуюш,ими верхние и нижние полости. Штоки 4 размешены в полых штоках 8, снабженных поршнями 9, на которых закреплены корпусы 10. С одной стороны корпусов 10 установлены электрододержатели 11 с электродами 12, ас другой - вилки 13 с подпружиненными толкателями 14, контактируюш,ими в рабочем положении с балкой 15, подвешенной на рычагах 16, один из которых связан с приводом 17 перемеш;ение, установленным на портале 18. На станине 1 смонтированы нижние электроды 19, около которых установлены ножи 20, привод 21 продольной подачи с цангами 22 и механизм подачй поперечных стержней (на чертеже не показан).
Машину можно выполнять с расположением ножей и перед электродами, в этом случае отрезка осуш;ествляется с внешней стороны.
Машипа работает следующим образом.
По окопчании приварки поперечных стержней 23 к продольным стержням 24 сварочные электроды 12 поднимаются в верхнее положение. В этот момент между корпусами 5 и 10
образуется зазор, в который вводятся вилки 13, перемещаемые через толкатели 14 балкой 15, связанной с приводом 17.
Затем подается воздух одновременно в верхние полости приводов 2, и ножи 6 под
действием суммарпого усилия, передаваемого
через поршни 3 и 9, отрезают готовую сетку, т. ё. в этот момент на корпусы 5 ножей 6 передается дополнительное усилие от поршней 9 через промежуточные вилки 13, что позволяет уменьшить диаметр приводов 2.
После отрезки воздух подается в нижние полости приводов 2, электроды 12 и ножи б с вилками 13 возвращаются в исходное положение. В этот момент приводом 17 балка 15 отводится вправо, и вилки 13 под действием пружин выводятся из зазора между корпусами 5 и 10, обеспечивая свободное перемещение электродов 12 относительно пожей 6. После этого рабочий цикл повторяется.
Предлагаемая машина позволяет производить не только отрезку сеток, но и изготовлять сетки с выемками различной конфигурации. Для этого необходимо устанавливать управляемые цанги.
Выемки (окна) выполняются следующим образом.
После сварки сплошного полотна сетки по заранее заданной программе включаются соответствующие приводы 2, которые отрезают необходимые продольные стержни 24. В это же время выключаются цанги 22 отрезаемых продольных стержней 24 и при перемещении сетки на очередной шаг перемеи;аются только те продольные стержни, у которых не выключены цанги, т. е. в момент перемещения сетки отрезанные продольные стержни остаются на месте, а сваренные перемещаются с сеткой, образуя выемки (окна). После пере|Мещения сети на очередной шаг приводы 2, ножи которых отрезали стержни, возвращаются в исходное положение, выключаются и дальнейшая приварка коротких поперечных стержней 23, подаваемых с двух сторон, осуществляется невыключенпыми приводами 2. Через определенное количество шагов в зависимости от величины выемки выключенные цанги включаются и продолжается дальнейшая приварка поперечных стержней 23 всеми сварочными головками.
Предмет изобретения
Машина для контактной точечной сварки, содержащая станину, на которой смонтированы совмещенные приводы давления, несущие
корпусы со сварочными головкамп и ножами, и механизм продольной подачи, отличающаяся тем, что, с целью увеличения производительности, она снабжена механизмом передачи дополнительного усилия для резки, выполпепным в виде периодически вводимых между нижней плоскостью корпуса свароч ных головок и ножами промежуточных вилок, закрепленных на толкателях, смонтированных на корпусах сварочных головок с возможностью Бзаимодейств ия с приводной поворотной балкой, установленной на станине.
