1
Изобретение О1носится к области машиностроения, в частности к сварочным машинам, предназначенным для изготовления арматурных сеток.
Известны машины для сварки арматурных сеток, сОдержаш,ие верхние и нилсние электроды, каретку, иеремеид,ения сетки на шаг и отрезное устройство с ножами.
Недостатком этих машин является сложность конструкции из-за.наличия нескольких нриводов.
Наиболее близкой по техннческой суш,ностн и достигаемым -результатам является машина для сварки арматурных сеток, содержаш,ая смонтированные на станине приводы давления, из которых выполнен в виде цилиндра со штоком, нрнводные корпусы, несуш,ие подвил ные электрод и нож и соответствуюш,ие им ненодвижные электрод и нож, и механизм для неремепдения сетки на шаг.
НедостаткодМ такой машины является отсутствие автоматической регулировки усилий сварки и резки.
Целью изобретения является обеспечение различных усилий при сварке и резке.
Это достигается тем, что машина снабжена шарнирно закренленной на каждом корнусе поворотной втулкой, а каждый привод давления оснащен закрепленным па конце его штока рычагом с выступом, установленным с возможностью перемеш,ения в укренленной втулке и воздействуюш,пм попеременно своим выступом на подвижные электрод и нол-;.
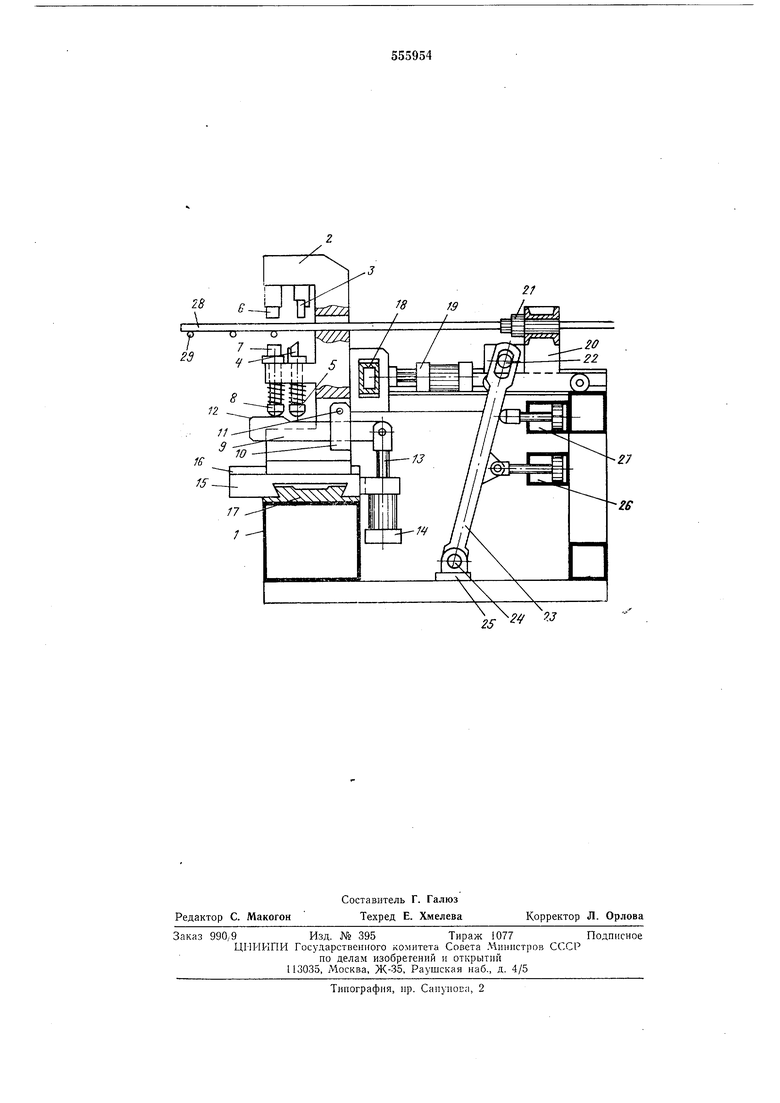
На чертеже изобрал-сена нредложенная машина.
Машина состоит из станины 1, на которой смонтированы блоки 2, снабл енные ненодвижными 3 и подвил ными 4 полками, смонтированными на подпрул :нненных толкателях 5. Блоки 2 таклсе снабл ены неподвил ными 6 и подвила1ыми 7 электродами, смонтированными на ноднрул иненных толкателях 8. Под толкателями 5 и 8 размеш,ены рычаги 9, установленные свободно в поворотных втулках
10, смонтированных на осях 11. Втулки 10 установлены в блоках 2. Концы рычагов 9 снабл ены выступами 12, контактирующими ноочередио с толкателями 8 и 5. Рычаги 9 связаны со штоками 13 силовых цилиндров 14, установленных на корпусах 15, имеюш,их нанравляюш,ие 16, но которым перемен1,аются блоки 2. Корпусы 15 располол.ены на продольных направляюш,их 17 для переналадки на требуемый шаг между блоками 2. Последиие связаны обш.ей балкой 18, соединенной с приводами 19 перемеш енпя. На станине 1 установлена каретка 20, снабл-сепная цангами 21 и связанная через палец 22 с кулисой 23, смонтированной на оси 24 опоры 25. Кулиса
0 23 связана с нилиндром 26 продольной пода3
чи и контактирует со штоком цилиндра 27, количество которых выбирается в зависимости от числа шагов продольной иодачи.
Работает машина следующим образом.
После установки продольных стержней 28 и подачи поперечного стержня 29 между сварочными электродами 6 и 7 дается команда на силовые цилиндры 14, которые поворачивают рычаги 9 и их выступами 12 иеремещают толкатели 8, сжимая пересечения стержней 28- и 29 между сварочными электродами 6 и 7. Подавая сварочный ток па электроды 6 и 7, сваривают пересечения стержней 28 и 29 и штоки 13 силовых цилиндров 14 возвращают рычаги 9 в исходное положение, а толкатели 8 возвращаются пружинами. После этого сетка перемещается на требуемый шаг одним из цилиндров 26 или 27 продольной подачи в зависимости от требуемого шага. При этом при включении цилиндра 26 он поворачивает кулису 23, которая перемещает каретку 20, подающую цангами 21 -продольные стержни 28, а вместе с ними и сетку на ,щаг.
При включении цилиндра 27 он также поворачивает кулису 23 и обеспечивает подачу сетки, но уже с другим И1агом. Возврат кулисы 23 осуществляет цилиндр 26. Поэтому цилиндр (цилиндры) 27 целесообразно выполнять одностороннего действия. После продольной подачи сетки осуществляется приварка следующего поперечного стержня 29 и цикл повторяется до полной сварки сетки; В этот момент дается команда на приводы 19, которые перемещают блоки 2 влево и выводят ножи 3 и 4 на позицию отрезки. При перемещении блоков 2 рычаги 9 остаются на месте, а поворотные втулки 10 перемещаются, увеличивая автоматически илечо между и.1токами 13; спловы.х иилинд К)в. 14 и осями 11 вращеиия. Увеличение плеча позволяет увеличить усилие при отрезке стержией сетки. При
этом толкатели 8 оказываются за выступами 12, а с ними уже контактируют толкатели 5 иожей 4. Длина выступов 12 выбирается в зависимости от максимальной длины концов сеток, чтобы обеспечить отрезку как макси.мальных, так и минимальных концов сетки. После подачи вперед блоков 2 дается ко.манда на. силовые цилиндры 14 и рычаги 9, поворачиваясь, перемещают толкатели 5 и ножами .3 и 4 отрезают сетку от продольных
стерл пей 28. При возвращении блоков 2 в чс.х.одное положение производится сварка очередной сетки аналогичиым образом.
Формула изобретеиия
Машина для контактной точечной сварки арматурных сеток, содерн ащая смонтированные на станиие нриводы давления, каждый из которых выпол ен в виде цилиндра со IHTOком, приводные корпусы, несущие подвижные электрод и нож и соответствующие им неподвижные электрод и нож, и механизм для перемещения сетки на шаг, отличающаяся тем, что, с целью обеспечения различных усилий при сварке и резке, она снабжена шарпирно закренленной на каждом корпусе поворотной втулкой, а каждый привод давления оснащен закрепленным на конце его 1птока рычагом с выступом, установленным с
возможностью перемещения в указанной втулке и воздействующим попеременпо своим выступом на подвижные электрод и нож.
2f

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки арматурных сеток | 1976 |
|
SU592497A1 |
| Машина для контактной точечной сварки | 1973 |
|
SU465293A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533434A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Машина для контактной точности сварки арматурных сеток | 1975 |
|
SU535993A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| СПОСОБ СБОРКИ ПРОСТРАНСТВЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
RU2012433C1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |