1
Изобретение относится к электрофизической и электрохимической обработке металлов, а именно к электроэрозионным, электрохимическим и ультразвуковым прошивочным станкам.
Известен способ определения разрешающей способности электрофизических станков «Гравюра.
Предлагаемый способ отличается от известного тем, что прошивку осуш,ествляют при заданных режимах на заданном материала посредством эталонного электрода-инструмента, на торцовую поверхность которого предварительно наносят плавно изменяюш,иеся по глубине риски, расходящиеся лучами из общего центра, а по количеству ясно воспроизводимых на образце линий на единицу площади судят о разрещающей способности станка.
Выбор режимов обработки материалов электродов, состава жидкой среды и т. д. производят путем последовательных приближений к максимальной величине разрешающей способности.
Такой способ обеспечивает получение объективной количественной информации о способности станка к воспроизведению мелких элементов обрабатываемой фигуры и использование этой информации для реализации максимально возможной в данных условиях разрешающей способности.
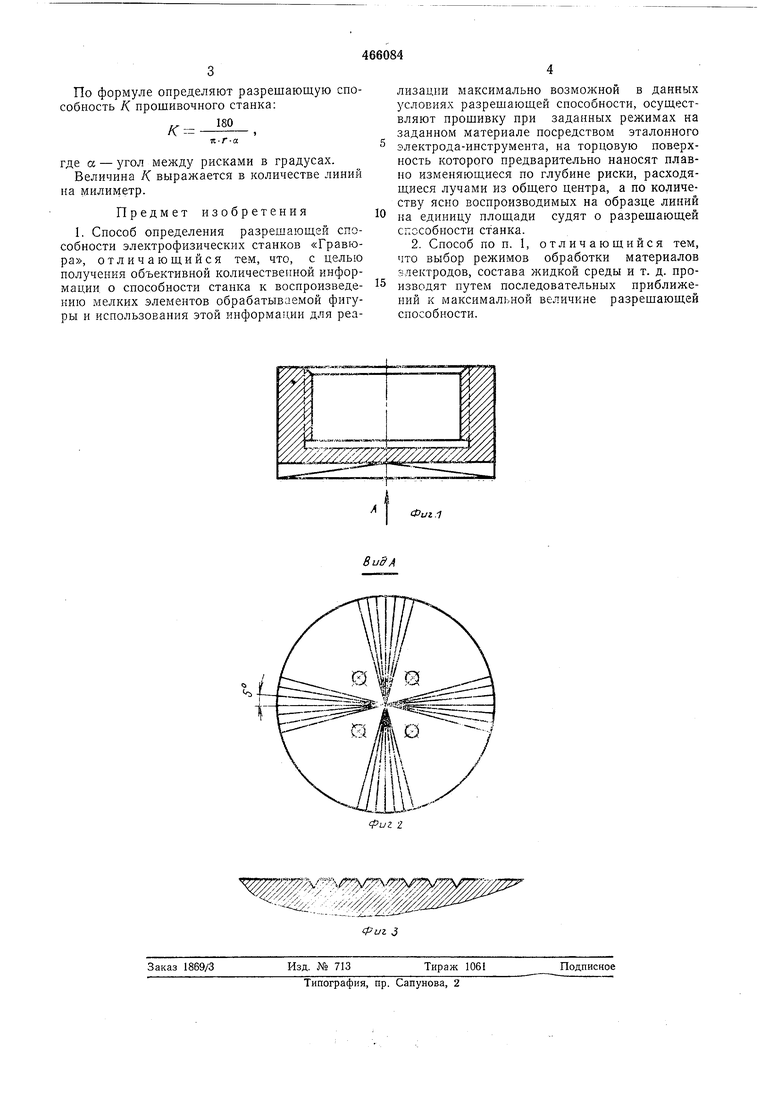
На фиг. 1 показан эталонный электрод-инструмент в разрезе; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - профиль рисок на рабочем торце электрода-инструмента, в разрезе.
В качестве эталонного электрода-инструмента для определения разрешающей способности прошивочного станка применяют цилиндрический электрод (фиг. 1). Торцовая поверхность (фиг. 2) электрода-инструмента выполнена в виде конуса, на которую наносят риски (фиг. 3), проходящие через центр в виде четырех пучков по семь рисок, расположенных через пять градусов. Благодаря конусу на торцовой поверхности риски, каждая из которых сделана за один проход на делительной головке фрезерного станка, получаются разной глубины. К центру глубина уменьщается, что необходимо для того, чтобы риски не слились.
Эталонным электродом-инструментом на испытываемом прошивочном станке производят прошивку на заданную глубину (например, на 1 мм) в определенном материале при определенном режиме обработки.
Полученный на обрабатываемом материале отпечаток эталонного электрода-инструмента измеряют и определяют расстояпие г от цент ра электрода-инструмента до начала четкого
воспроизведения сходящихся рисок.
По формуле определяют разрешающую собность К прошивочного станка:
180
/С
я-Г-а
где а, - угол между рисками в градусах.
Величина /С выражается в количестве линий на милиметр.
Предмет изобретения
1. Способ определения разрешаюш,ей способности электрофизических станков «Гравюра, отличаюш,ийся тем, что, с целью получения объективной количественной информации, о способности станка к воспроизведению мелких элементов обрабатываемой фигуры и использования этой информации для реализации максимально возможной в данных условиях разрешаюш,ей способности, осуш,ествляют прошивку при заданных режимах на заданном материале посредством эталонного электрода-инструмента, на торцовую поверхность которого предварительно наносят плавно изменяюш,иеся по глубине риски, расходящиеся лучами из общего центра, а по количеству ясно воспроизводимых на образце линий на единицу площади судят о разрешающей способности станка.
2. Способ по п. 1, отличающийся тем, что выбор режимов обработки материалов электродов, состава жидкой среды и т. д. производят путем последовательных приближений к максимальной величине разрещающей способности.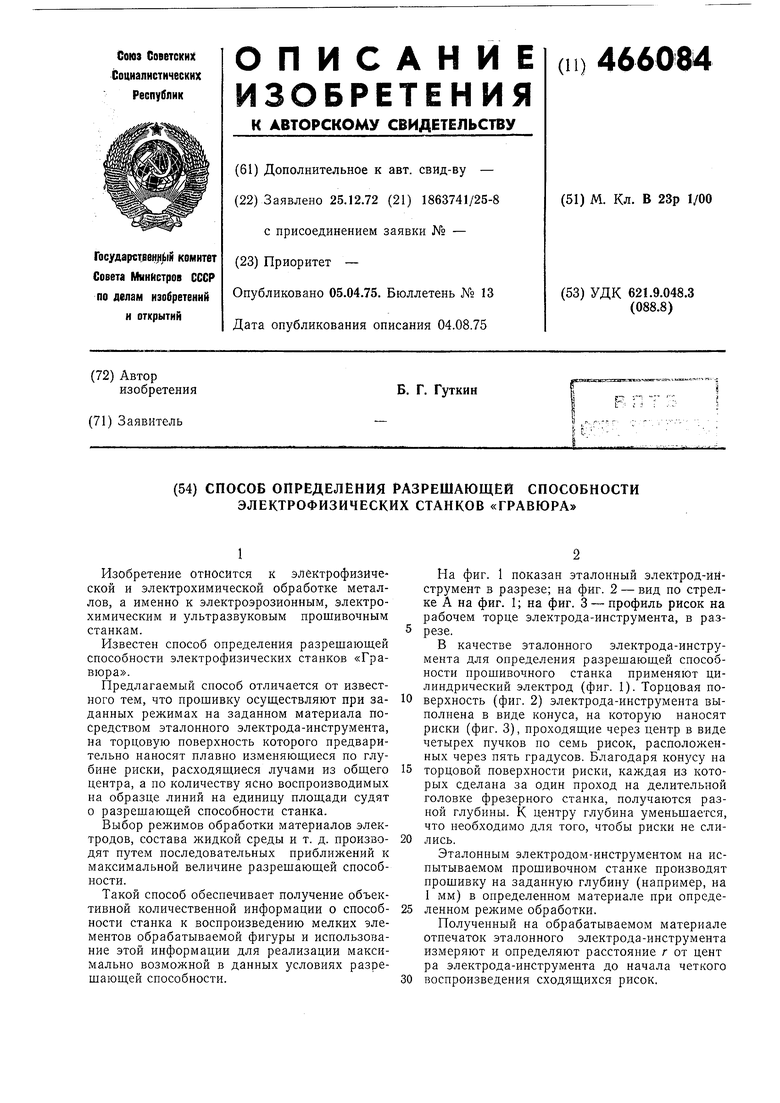
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной прошивки отверстий | 1985 |
|
SU1313609A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Прошивка | 1985 |
|
SU1287992A1 |
| Способ размерной электрохимической обработки | 1975 |
|
SU952498A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Прошивка | 1984 |
|
SU1224112A1 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
Фиг.1
