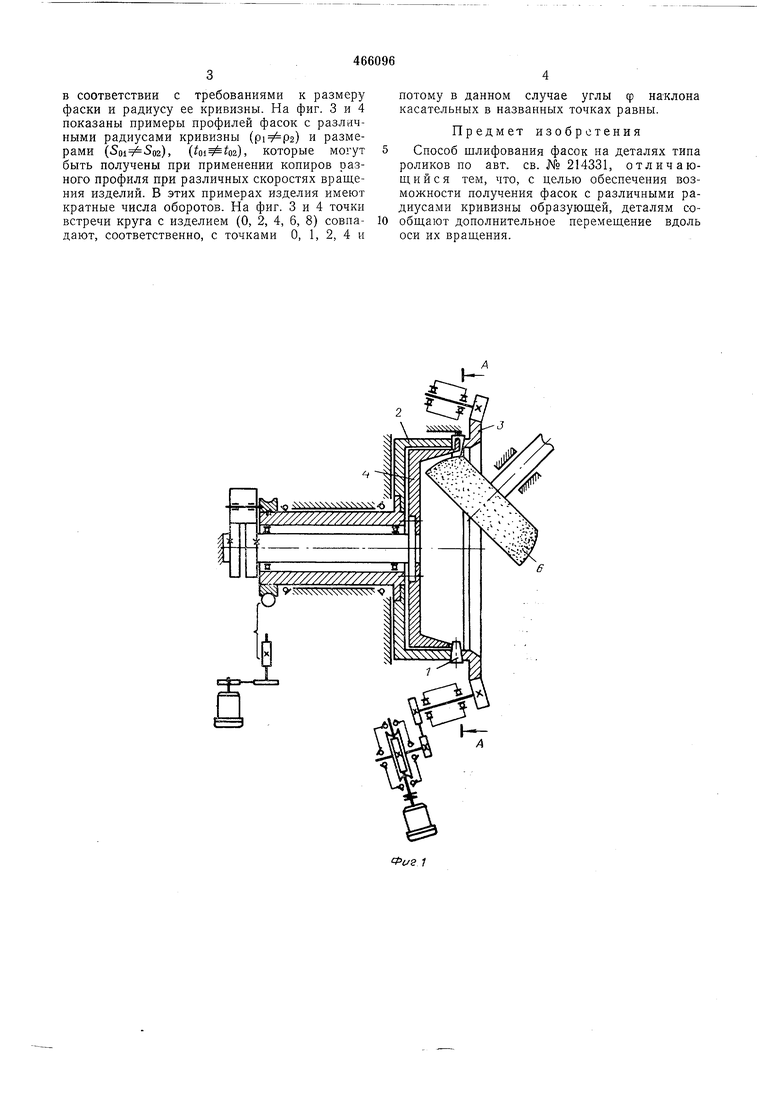
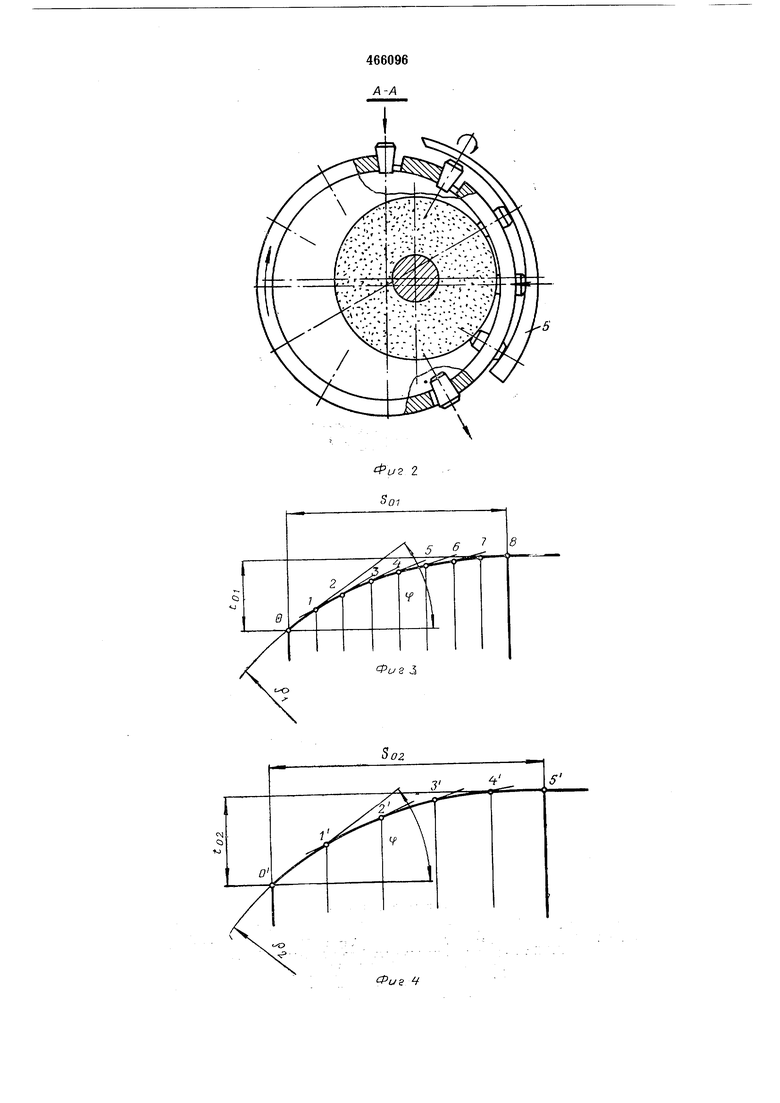
в соответствии с требованиями к размеру фаски и радиусу ее кривизны. На фиг. 3 и 4 показаны примеры профилей фасок с различными радиусами кривизны () и размерами (), (), которые могут быть получены при применении копиров разного профиля при различных скоростях вращения изделий. В этих примерах изделия имеют кратные числа оборотов. На фиг. 3 и 4 точки встречи круга с изделием (О, 2, 4, 6, 8) совпадают, соответственно, с точками О, 1, 2, 4 и
потому в данном случае углы ф наклона касательных в названных точках равны.
Предмет изобретения
Способ шлифования фасок на деталях типа роликов по авт. св. № 214331, отличающийся тем, что, с целью обеспечения возможности получения фасок с различными радиусами кривизны образующей, деталям сообщают дополнительное перемещение вдоль оси их вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| СПОСОБ ШЛИФОВАНИЯ ФАСОК НА ДЕТАЛЯХ ТИПА РОЛИКОВ | 1967 |
|
SU214331A1 |
| Способ обработки фасок на зубьях зубчатых изделий | 1986 |
|
SU1389952A1 |
| Регулируемый копир | 1979 |
|
SU814632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| Копировальный станок | 1984 |
|
SU1199586A1 |
| ВНЕШНЯЯ ДЕТАЛЬ ДЛЯ ЧАСОВОГО ИЗДЕЛИЯ И СИСТЕМА ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2590466C2 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
.
//////////////// и
У///////////////////
9- V4VsX XN NX Р
