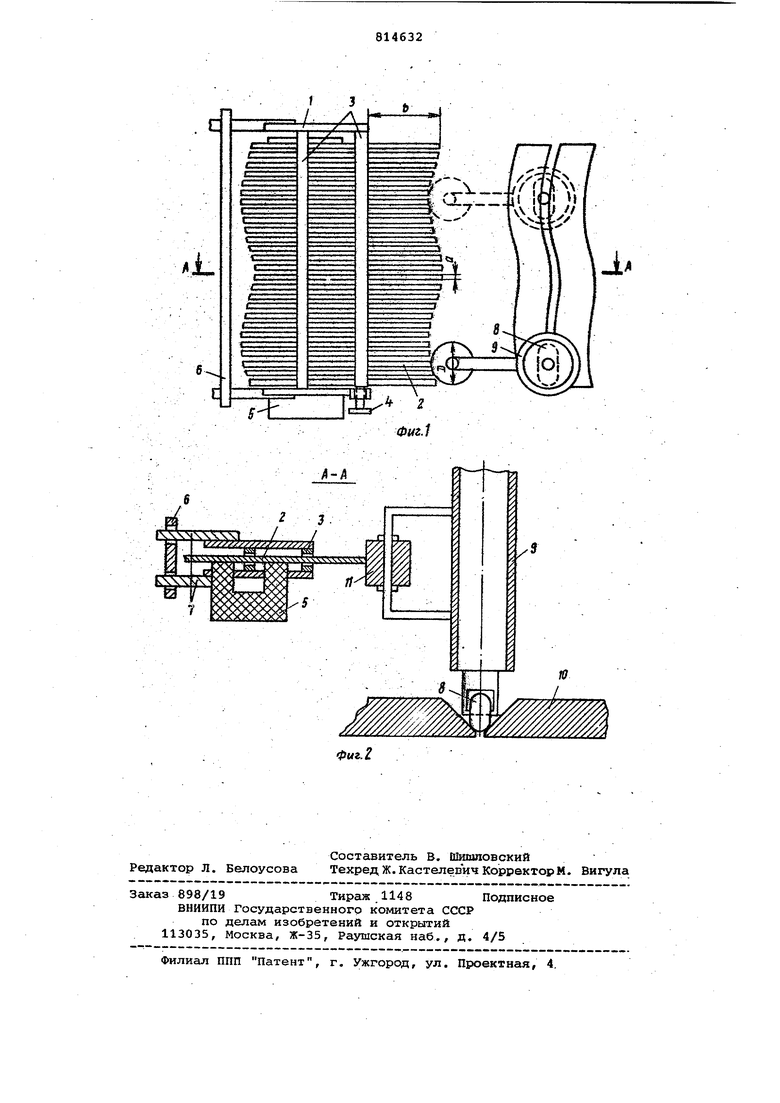
Изобретение относится к технологической оснастке при сварке и может быть использовано в сборочно-св рочном производстве для автоматичес кой сварки однопроходных и многопроходных криволинейных швов, для снятия фасок при термической резке. Известен кОпир, основным элементом которого является упругая лента, которую изгибают по требуемому профилю опорами, ориентированными под различными углами к осям координат. Опоры крепятся к столу прихват ми и оснащены раздвижными планкамх, задающими длины характерных участков профиля копира (1 . -Известен также регулируемый копи§, содержащий направляющую изменяемой формы, выполненную из одноро ных элементов., к механизм фиксации элементов направляющей 2; . Недостатком этого устройства является необходимость в значительных Затратах времени на настройку. Цель устройства - повышение производительности за счет уменьшения вспомогательного времени на настрой ку. Поставленная цель достигается те что механизм фиксации элементов выполнен в виде кассеты, снабженной ребрами с отверстиями, в которых размещены упомянутые Элементы направляющей, возвратной планкой и электромагнита, смонтированных в кассете. На фиг. 1 изображен регулируемый копир, общий вид/ на фиг. 2 - сечение А-А на.фиг. 1. Регулируемый копир содержит кассету 1 с набором выдвижных рабочих элементов (например, пластин) 2, вставленных в отверстиях ребер 3 кассеты. Одно из ребер кассеты имеет возможность продольного перемещения с помощью винтового механизма 4, что позволяет закрепить пластины в отверстиях ребер с контролируемым усилием. Все пластины своей нижней плоскостью лежат на рабочей поверхности электромагнита 5. С тыльной стороны кассеты находится механизм возврата пластин в исходное положение, состоящий из возвратной планки б и двух направляющих рее 7. Работает регулируемый копир следующим образом. Для придания направлякяцей копира требуемой формы направляющий ролик
8, расположенный под горелкой 9 и прикрепленный к ней, устанавливают в разделку между собранными под сварку листами 10 и прогоняют на
холостом ходу по шву. При этом РОЛИК, 11, жестко связанный с горелкой 9, копирует траекторию шва и, катясь по концам пластин 2, располага их по траектории, соответствугадей конфигурации шва. После полного прохождения направляющим роликом 8 сварного шва, включают электромагнит 5 и жестко закрепляют рабочие пластины, В принципе закрепление пластин производится и другим спо- . собом, например пневматически. После закрепления пластин 2 направляющий ролик 8 отводится в сторону и производится сварка, причем, в обоих направлениях.
С помощью предлагаемого копира производится сварка швов различной кривизны, но радиус ролика 11 при этом должен быть меньше наименьшего радиуса кривизны траектории свариваемого шва. Для обеспечения надежной работы предлагаемого копира обеспечивается достаточная дискретность рабочей поверхности каждой рабочей пластины копирапо отношению к диаметру ролика 11, обеспечивающего направление горелки по шву. Прак тика показывает, что копир надежно работает при ширине поверхностей пластины (размера а) не более 0,1 диаметра катящегося по ним ролика 11 (,1Д) (фиг. 1). Следует также отметить, что для лучшего взаимодействия ролика 11 с концами пластин 2, направляющий ролик 8 имеет атономный привод вращения. Кроме того, образующая поверхность ролика имеет насечку, параллельную его оси вращения. При выполнении этих условий копир надежно работает даже при движении ролика 11 на подъем траектории, описанной концами рабочих пластин копира.
Возможность формовки направляющей регулируемого копира по собраннму под сварку стыку реального изделия обеспечивает высокую точность воспроизведения сварочным автоматом траектории шва и учитывает индивидуальные особенности сборки каждого изделия.
Применение регулируемвго копИра предлагаемой конструкции при многопроходной сварке стыковых криволинейных шеов с большими разделками позволяет заменить полуавтоматическую сварку на автсматическую. При этом для наложения очередного слоя достаточно соответствукндей корректировки горелки по горизонтали.
Предлагаемый копир также используется в резке металлов при снятяи фасок на криволинейной траектории резки.
Формула изобретения
Регулируемый копир, преимущественно для направления машин для тепловой обработки металла по криволинейной траектории, содержаний напРавляющую изменяемой формы, выполненную из однородных элементов, и механизм фиксаад1и элементов направляющей, отличающийся тем, что, с целью повышения производительности за счет уменьшения вспомогательного времени на настройку, механизм фиксации элементов выполнен в виде кассеты, снабженной ребрами с отверстиями , в которых размещены упомянутые элементы направляклцей, возвратной планки и электромагнита, смонтированных в кассете.
Источники информадии, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
509404, кл. В 23 Q 35/44, 26.01.6
2.Патент Франции 2056073, кл. в 23 К 5/00, 14.05.71 (прототий).
1.
к-к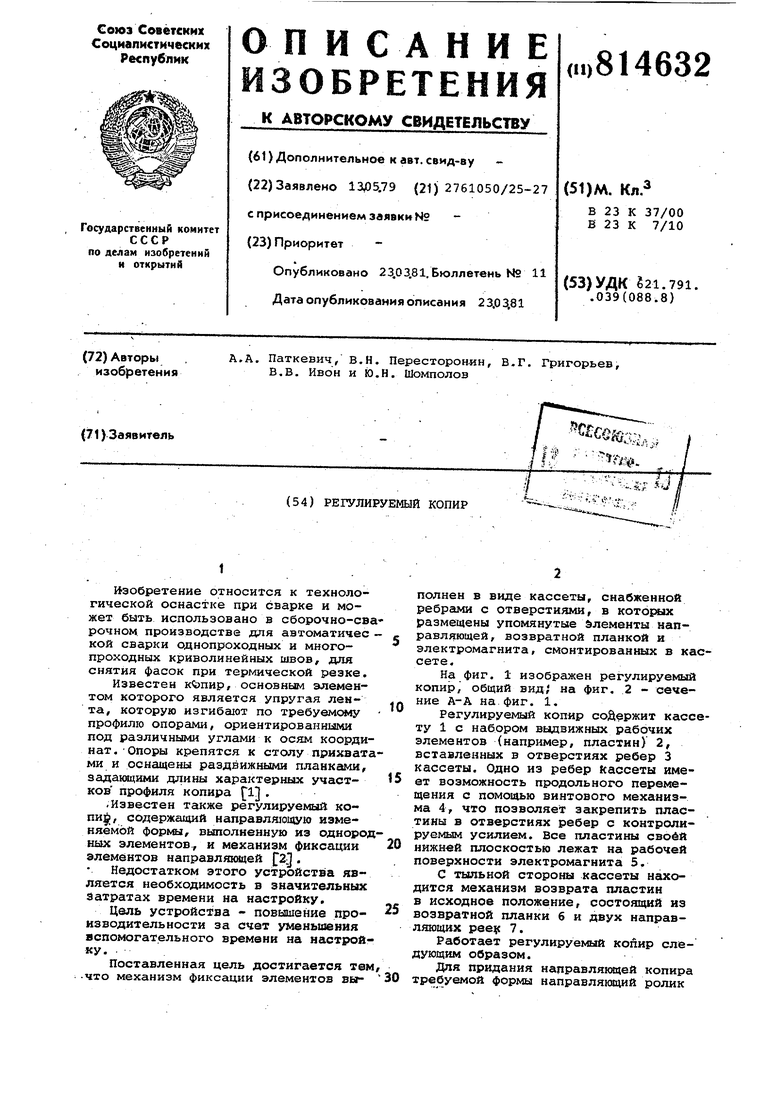
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2021 |
|
RU2789951C1 |
| Устройство для дуговой сварки | 1984 |
|
SU1228995A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для автоматической сварки замкнутых швов | 1979 |
|
SU925604A1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |