Целесообразно, чтобы значений углов было 2 и они чередовались через один.
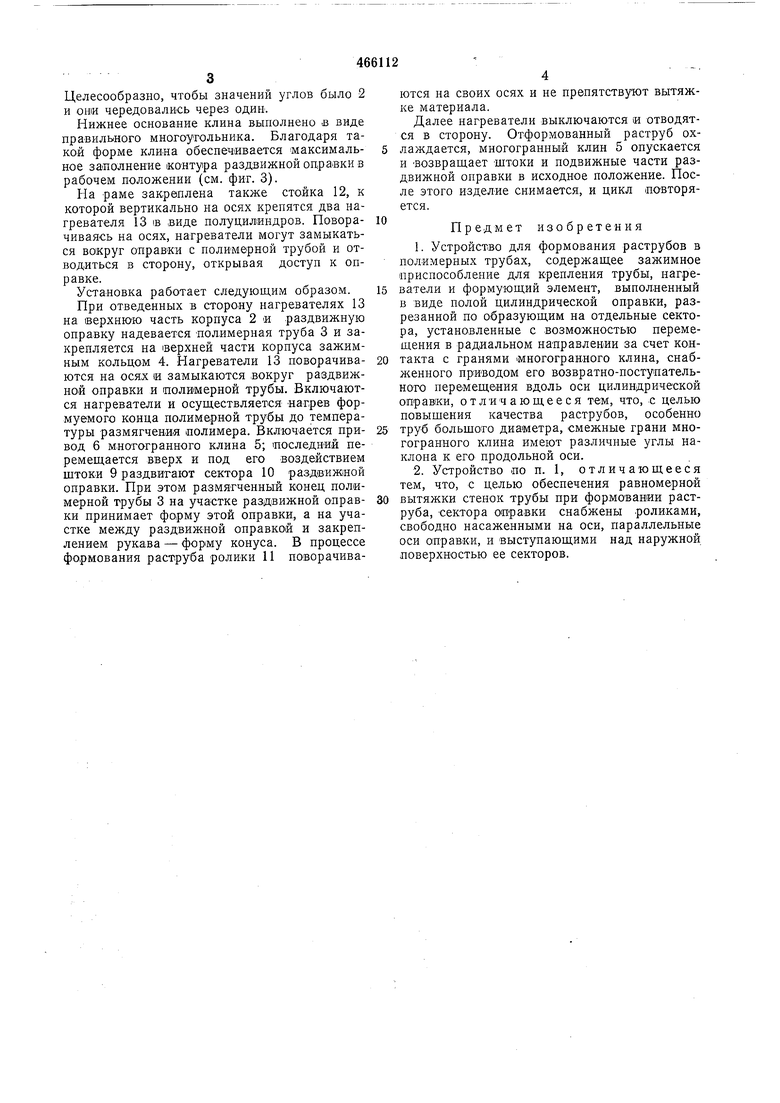
Нижнее основание клина выполнено в виде правильного многоугольника. Благодаря такой форме клина обеспечивается максимальное заполнение контура раздвижной одраеки в рабочем положении (см. фиг. 3).
На раме закреплена также стойка 12, к которой вертикально на осях крепятся два нагревателя 13 в виде полуцилиндров. Новорачиваясь на осях, нагреватели могут замыкаться вокруг оправки с полимерной трубой и отводиться в сторону, открывая доступ к оправке.
Установка работает следующим образом.
При отведенных в сторону нагревателях 13 на верхнюю часть корпуса 2 « раздвижную оправку надевается -полимерная труба 3 и закрепляется на верхней части корпуса зажимным кольцом 4. Нагреватели 13 поворачиваются на осях и замыкаются вокруг раздвижной оправки и полимерной трубы. Включаются нагреватели и осуществляется нагрев формуемого конца полимерной трубы до температуры размягчения полимера. ВклюЧается привод 6 многогранного клина 5; последний перемещается вверх и под его воздействием щтоки 9 раздвигают сектора 10 раздвижной оправки. При этом размягченный конец полимерной грубы 3 на участке раздвижной олравки принимает форму этой оправки, а на участке между раздвижной оправкой и закреплением рукава - форму конуса. В процессе формования раструба ролики 11 поворачиваются на своих осях и не препятствуют вытяжке материала.
Далее нагреватели выключаются и отводятся в сторону. Отформованный раструб охлаждается, многогранный клин 5 опускается и Возвращает штоки и подвижные части раздвижной оправки в исходное положение. После этого изделие снимается, и цикл повторяется.
Предмет изобретения
1.Устройство для формования раструбов в полимерных трубах, содержащее зажимное приспособление для крепления трубы, нагреватели и формующий элемент, выполненный в виде полой цилиндрической оправки, разрезанной по образующим на отдельные сектора, установленные с возможностью перемещения в радиальном направлении за счет контакта с гранями «многогранного клина, снабженного приводом его возвратно-поступательного перемещения вдоль оси цилиндрической оправки, отличающееся тем, что, с целью повышения качества раструбов, особенно труб большого диаметра, смежные грани многогранного клина имеют различные углы наклона к его продольной оси.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения равномерной вытяжки стенок трубы при формовании раструба, сектора оправки снабжены роликами, свободно насаженными на оси, параллельные оси оправки, и выступающими над наружной поверхностью ее секторов.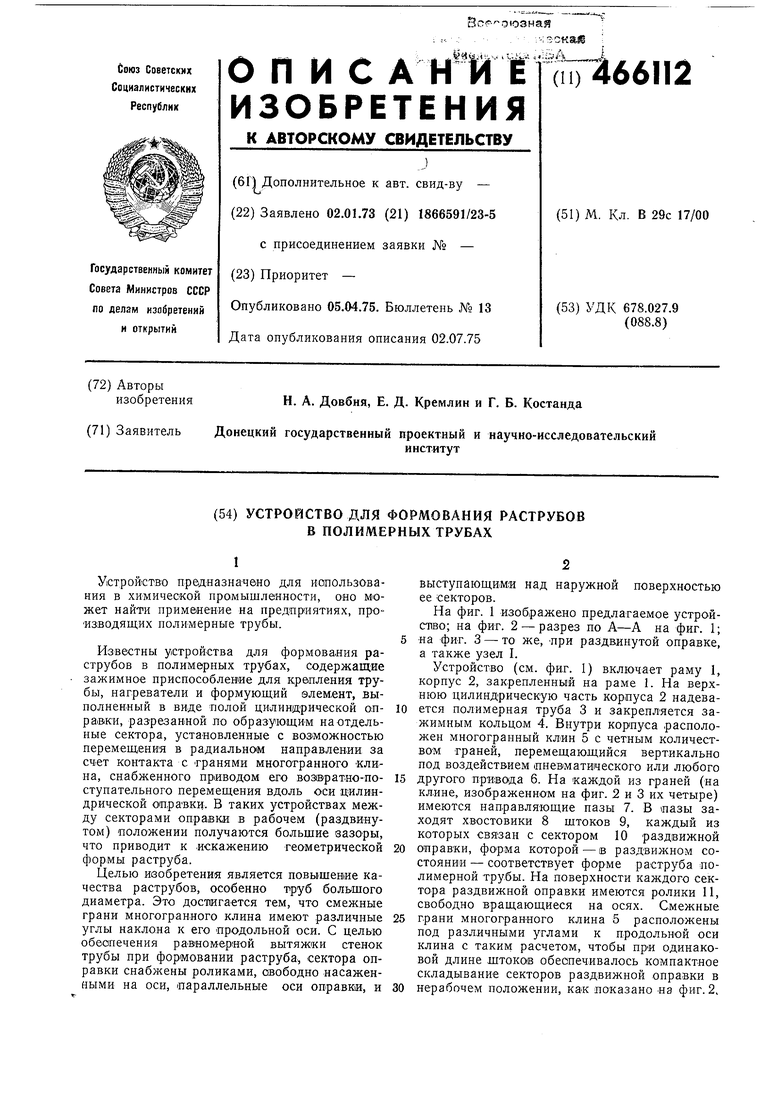
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования раструбов в полимерных трубах | 1975 |
|
SU537830A2 |
| Устройство для формования раструбов в полимерных трубах | 1978 |
|
SU770818A2 |
| Устройство для формования раструбов в полимерных трубах | 1976 |
|
SU617274A1 |
| Устройство для формования раструбовВ пОлиМЕРНыХ ТРубАХ | 1979 |
|
SU839708A2 |
| Устройство для формования конца шланга из полимерного материала | 1976 |
|
SU596461A1 |
| Устройство для формования раструба в полимерных трубах | 1981 |
|
SU1009792A1 |
| Устройство для изготовления пакетов, ихНАпОлНЕНия и зАпЕчАТыВАНия дНищАМи и КРышКАМи | 1977 |
|
SU843719A3 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| Агрегат для изготовления полых изделий | 1973 |
|
SU564970A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
А-А
-ц
