(54) УСТРОЙСТВО ДЛЯ ФОР.МОВАНИЯ РАСТРУБОВ В ПОЛИМЕРНЫХ ТРУБАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования раструбов в полимерных трубах | 1976 |
|
SU617274A1 |
| Устройство для формования раструбов в полимерных трубах | 1978 |
|
SU770818A2 |
| Устройство для формования раструбов в полимерных трубах | 1975 |
|
SU537830A2 |
| Устройство для формования раструбов в полимерных трубах | 1973 |
|
SU466112A1 |
| Устройство для формования раструба в полимерных трубах | 1981 |
|
SU1009792A1 |
| Устройство для формования конца шланга из полимерного материала | 1976 |
|
SU596461A1 |
| Автомат для резки труб | 1982 |
|
SU1041270A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Устройство для гибки термопластичных труб | 1983 |
|
SU1123864A1 |
I
Изобретение относится к химической промышленности.
По основному авт. св. № 617274 известно устройство для формования раструбов, содержащее смонтированный на поворотном столе корпус, нагреватели, формующий элемент, выполненный в виде полой цилиндрической оправки, разрезанной по образующим на отдельные сектора, установленные с возможностью перемещения в радиальном направлении, перемещаемый возвратно-поступательно вдоль оси оправки клин, силовой цилиндр со штоком, связанным с клином, устройство имеет зажимы для полимерной трубы 1.
Однако это устройство не обеспечивает равномерной продольной вытяжки полимерной трубы по периметру. При формировании раструба в местах крепления трубы зажима вытяжка больше, чем между ними.Неравномерность вытяжки снижает качество формуемых раструбов.
Цель изобретения - обеспечение равномерной продольной вытяжки трубы при формовании раструба.
Эта цель достигается тем, что устройство снабжено зажимом трубы, выполненным в виде кольца, а поршень силового цилиндра снабжен дополнительным штоком, кинематически связанным с зажимом трубы посредством установленной на силовом цилиндре с возможностью перемещения траверсы с закрепленными в ней щтангами и тягами, и фиксирующего приспособления.
Фиксирующее приспособление выполнено в виде закрепленного на тягах кольца с фиксаторами в виде пальцев и установленной на дополнительном щтоке гайки с кольцевым пазом на наружной поверхности.
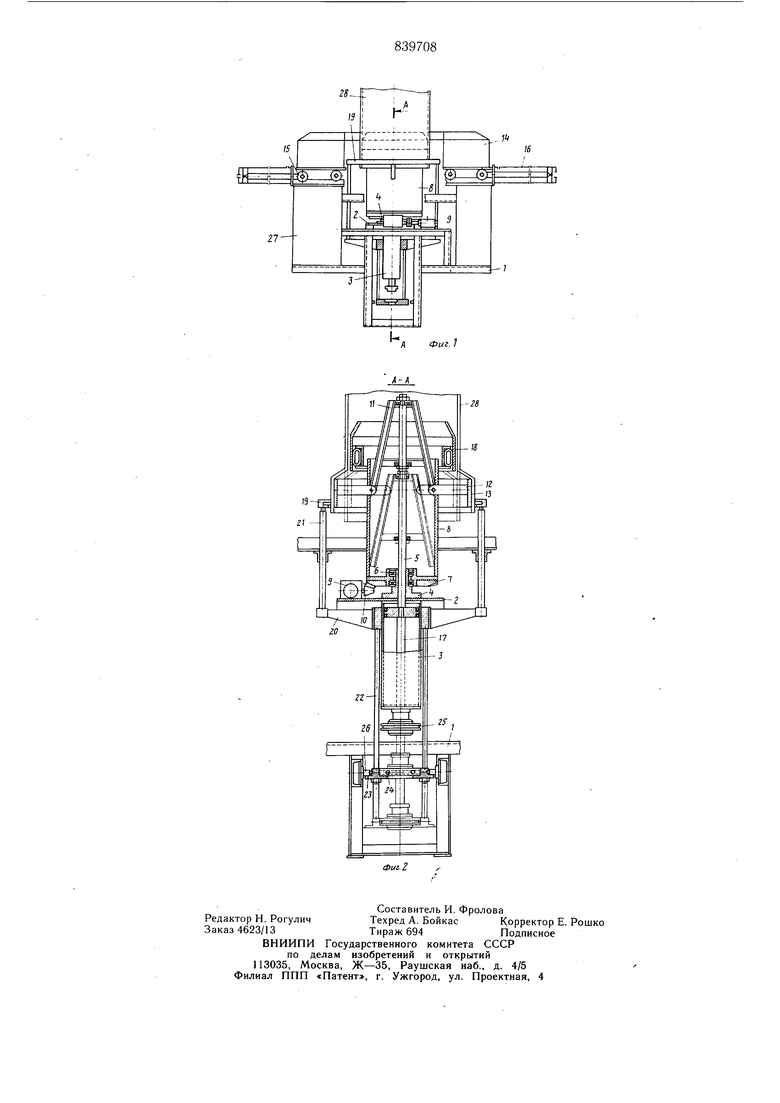
На .фиг. 1 показано устройство, общий
5 еид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит раму 1, опорную плиту 2,снизу которой жестко закреплен силовой пневмоцилиндр 3, а сверху смонтирован подпятник 4, через центровое отверстие которого проходит шток 5 силового пневмоцилиндра 3. На подпятнике 4 на подшипниках 6 установлен поворотный стол 7 с укрепленным на нем корпусом 8. На раме 1 установлен электропривод 9 с зубчатой передачей 10. Внутри корпуса 8 смонтирован с возможностью возвратнопоступательного перемещения вдоль его продольной оси многогранный клин 11. Клин 11 смонтирован на штоке 5 силового иневмоцилиндра 3 с возможностью вращения вокруг штока. Грани клина 11 посредством направляющих пазов связаны со штоками 12, на концах которых укреплены секторы 13 раздвижной формующей оправки. На направляющих рамы 1 установлены нагреватели 4, размещенные на подковообразных тележках 15, приводимых в движение пневмоцилиндрами 16. Порщень силового пневмоцилиндра снабжен дополнительным штоком 17. Устройство снабжено зажимами - верхним 18 и нижним 19, выполненным в зиде кольца кинематически связанным со штоком 17 силового пневмоцилиндра посредством установленной на пневмоцилиндре с возможностью перемещения траверсы 20 с закрепленными в ней штангами 21 и тяг 22 и фиксируюшего устройства, выполненного в виде кольца 23 с фиксаторами 24 в виде пальцев и гайки 25 с кольцевым пазом на наружной поверхности, установленной на штоке 17. На раме 1 установлены фиксаторы 26, взаимодействующие с кольцом 23. В тумбах рамы 1 вмонтированы пульты управления 27. Устройство работает следующим образом. При отведенных в сторону нагревателя 14 на корпус 8 и сжатые секторы раздвижной формующей оправки надевается полимерная труба 28 и закрепляется верхним зажимом 18. Нагреватели 14 посредством пневмоцилиндров 16 перемещаются по направляющим и замыкаются вокруг раздвижной формующей оправки и полимерной трубы 28. Затем включается электропривод 9 и через зубчатую передачу 10 осуществляется вращение поворотного стола 7 с корпусом 8 в подшипниках 6 подпятника 4. Врашение корпуса 8 осуществляется при включенных нагревателях 14j в результате происходит равномерный нагрев полимерной трубы и ее размягчение. После этого выключаются нагреватели и привод вращения поворотного стола. Нагреватели 14 отводятся в исходное положение. В нижнюю поршневую полость пневмоцилиндра 3 подается сжатый воздух в результате чего поднимается шток 5 с многогранным клином 11 и гайкой 25, кольцом 23 тягами 22, траверсой 20, штангами 21 и зажимом 19. Когда кольцо 23 поднимается до Уровня расположения фиксаторов 26, последние взаимодействуют с кольцом 23 и останавливают его, а также связанные с ним тяги 22, траверсу 20, штанги 21 и зажим 19. Зажим 19 при этом устанавливается в верхнее (рабочее) положение. Одновременно из кольцевого паза, имеющегося на боковой поверхности гайки 25, выходят фиксаторы 24 на кольце 23, из-за чего щток 5 с многогранным клином 11 продолжает перемещаться вверх до крайнего положения, обусловленного величиной рабочего хода порщня пневмоцилиндра и обеспечивающего раздвижку секторов 13 формующей оправки до требуе.мого диаметра. В конце раздвижки секторов 13 формующей оправки нижняя часть рукава зажимается между оправкой и зажимом 19. После охлаждения изделия формующая оправка возврашается в исходное положение, при этом шток 5 вместе с гайкой 25 перемешается вниз. Когда кольцевой паз гайки 25 достигнет уровня расположения фиксаторов 24, последние входят в кольцевой паз гайки 25, а фиксаторы 26, установленные на раме Ь взаимодействуют с кольцом 23, поэтому при дальнейшем движении штока 5 вместе с ним и гайкой 25 перемещается также и кольцо 23, а также связанные с ним тяги 22, траверса 20, щтанги 21 и зажим 19. Далее изделие снимается с устройства, и цикл повторяется. Конструкция нижнего зажима в виде кольца позволяет обеспечить равномерную продольную вытяжку трубы при формовании раструба и тем самым в 1,5-2,0 раза повысить качество формуемых изделий. Формула изобретения Устройство для формования раструбов в полимерных трубах по авт. св. № 617274, отличающееся тем, что, с целью обеспечения равномерной продольной вытяжки трубы при формовании раструба, оно снабжено зажимом трубы, выполненным в виде кольца, а порщень силового цилиндра снабжен дополнительным штоком, кине.матически связанным с зажимом трубы посредством установленной на силовом цилиндре с возможностью перемещения траверсы, с закрепленными в ней щтангами и тяга.ми, и фиксирующего приспособления. 2. Устройство по п. 1, отличающееся тем, что фиксирующее приспособление выполнено в виде закрепленного на тягах кольца с фиксаторами в виде пальцев и установленной на дополнительном щтоке гайки с кольцевым пазом на наружной поверхности. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №617274, кл. В 29 С 17/00, 1976 (прототип).
