Изобретение Относится к стройствам для производства изделий из полимерных материалов а именно к устройствам для формования конца полимерных изделий трубчатой формы,например рукавных заготовокэкструдеров, оно может найти широкое применение в строительной промышленности на заводах железобетонных изделий при формовании втулочной части полимерной обпицоьки бетонных и железобетонных раструбных труб напорных и безнапорных водоводов, предназначенных для транспортирования растворов щейочей, српей, кислот и других химически агрессивных сред.
Известно устройство для формования конца трубы из полимерногоматериала, содержащее зажимное приспособление для креппения трубы, .нагреватели и формирующий элемент, выполненный в виде попой ципинщэической оправки, разрезанной по образукяцим на отдельные сектора, установленные с возможностью перемещения в радиальном на правлении за счет контакта с гранями многг-ранного клина, снабженного приводом его
возвратно-поступательного перемещения вдоль оси цилиндрической оправки .
Известно также, являкхцееся наиболее близким, устройство для фсрмовани)Я1 конца шланга из полимерного материала, содержащее упор, узел зажима конца шланга, уп лотнительный узел, привоп их относительного перемещения, средства подачи сжатого воздуха во внутреннюю полость шланга f2j.
Известные устройетвй не обеспечивают получение стабильных размероввывернутой части шланга.
Цель изобретения - получение стабильных размеров вывернутой части шланга.
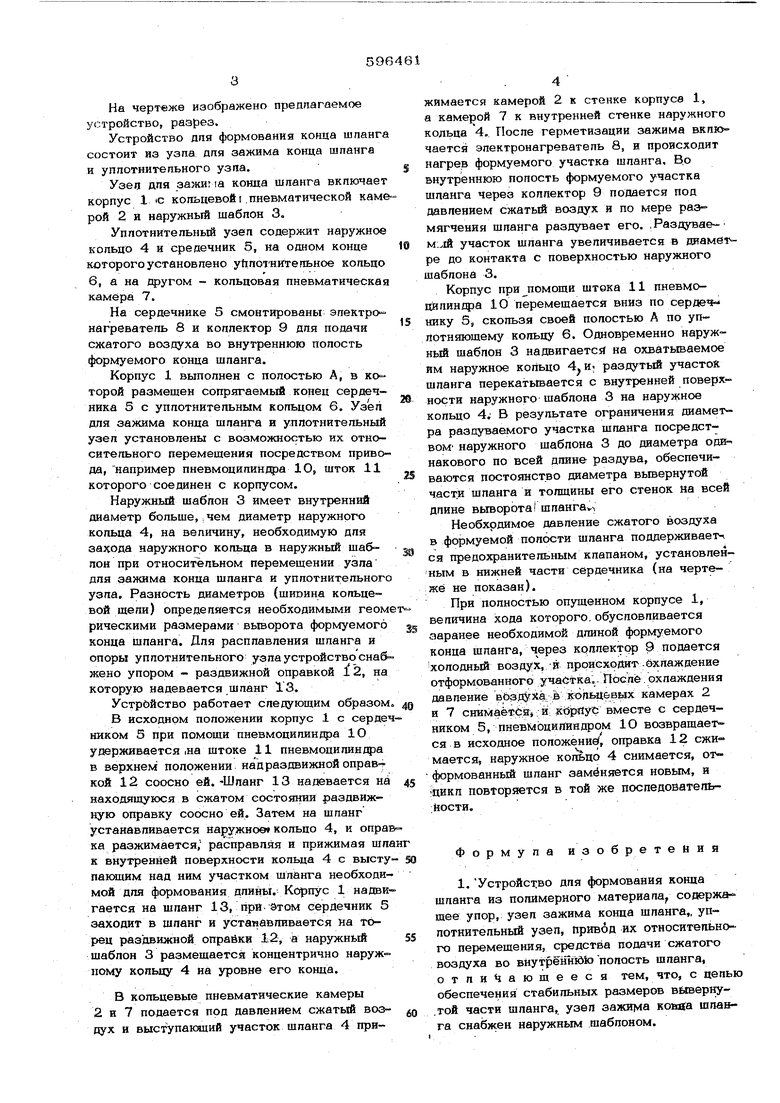
Эта цель достигается тем, что узел зажима конца щланга снабжен наружным шаблоном, а уплотнительный узел выполнен в виде наружного кольца и сердечника с расположенными irfa его концах кольцевой пневматической камерой и уплотнительным кольцом. Кроме того, сердечник оснащен электронагревателем и коппектфом для подачи сжатого воздуха, а упор выполнен в виде раздвижной оправки для шланга. На чертеже изображено предпагаемое у(Г.тройство, разрез. Устройство дпя формования конца шпанга состоит из узпа дпя зажима конца шпанга и уппотнитепьного узпа. Узед дпя зажина конца шпанга включает корпус 1 1C кольцевой .пневматической каме рой 2 и наружный шаблон 3. Уппогнительный узеп содержит наружное кольцо 4 и средечник 5, на одном конце которого установпено уЬпотнитепьное копьцо 6, а на другом - кольцевая пневматическая камера 7. На сердечнике 5 смонтированы электронагреватель 8 и коппектор 9 для подачи сжатого воздуха во внутреннюю полость формуемого конца шланга. Корпус 1 выполнен с полостью А, в которой размешен сопрягаемый конец сердечника 5 с уплотнитепьным кольцом 6. Узел для зажима конца шланга и уппотнительный уаеп установлены с возможностью их относительного перемещения посредством привода, например пневмоцилиндра 10, шток 11 которого соединен с корпусом. Наружный шаблон 3 имеет внутренний диаметр больше,: чем диаметр наружного кольца 4, на величину, необходимую для захода наружного кольца в наружный шаблон при относительном перемещении узпа дпя зажима конца шланга и уппотнительного узла. Разность диаметров (шипина кольцевой щели) определяется необходимыми геом рическими размерами вьгоорота формуемого конца шпанга. Для расплавления шпанга и опоры уплотнительного узла устройство снаб жено упором - раздвижной оправкой , на которую надевается шланг 13. Устройство работает следующим образом В исходном положении корпус 1 с сердеч ником 5 при помощи пневмоци пин щэа 10 удерживается |На штоке 11 пневмоцилиндра в верхнем положении надраздвижной оправ-т кой 12 соосно ей.-Шпанг 13 надевается на находящуюся в сжатом состоянии раздвижную оправку соосно ей. Затем на шланг устанавливается на ужнов кольцо 4, и оправ ка разжимается, расправляя и прижимая шпа к внутренней поверхности кольца 4 с высту пакщим над ним участком шланга необходимой для формования длины. Корпус 1 надвигается на шланг 13, при Этом сердечник 5 заходит в шланг и устаиавптвается на торец раздвижной опрабки 12, а наружный шаблон 3 размешается концентрично наружному кольцу 4 на уровне его конца. В кольцевые пневматические камеры 2 и 7 подается под давлением сжатый воздух и выступакяций участок шланга 4 прижимается камерой 2 к стенке корпуса 1, а каме|зоЙ 7 к внутренней стенке наружного кольца 4, После герметизации зажима включается электронагреватель 8, и происходит нагрев формуемого участка шланга. Во внутреннюю полость формуемого участка шпанга через коллектор 9 подается под давлением сжатый воздух и по мере размягчения шланга раздувает его. .Раздував-м:.1Й участок шланга увеличивается в диаметре до контакта с поверхностью наружного шаблона 3. Корпус при помощи штока 11 пневмоцилиндра 10 перемещается вниз по сер дач- нику 5, скользя своей полостью А по уплотняющему кольцу 6. Одновременно наружный шаблон 3 надвигается на охватьюаемое им наружное копьцо 4 И; раздутый участок шланга перекатьшается с внутренней поверхности наружного шаблона 3 на наружное кольцо 4; В результате ограничения диаметра раздуваемого участка шланга посредством наружного шаблона 3 до диаметра оди-. накового по всей длине раздува, обеспечиваются постоянство диаметра вьгоернутой части шланга и толщины его стенок на всей длине выворота шланга -, Необхрдимое давление сжатого воздуха в формуемой полости шпанга поддерживает ся предохранительным клапаном, установленным в нижней части сердечника (на чертеже не показан). При полностью опущенном корпусе 1, величина хода которого,обусловливается ааранее необходимой длиной формуемого конца шпанга, через крлпектор 9 подается холодный воздух, -jt происходит :бхлаждение отформованного ,- После охлаждения давление и койы)бвых камерах 2 и 7 cHHMaettai.и: кбрйус вместе с сердечником 5, пневмоципйндром 1О возвращается в исходное положений, оправка 12 сжи мается, наружное кольцо 4 снимается, отформованный шланг заменяется новым, и яикл повторяется в той же последоватепьйости. Формула изобретения 1. Устройство для формования конца шланга из полимерного материала, содержащее упор, узел зажима конца шланга,, уплотнительный узеп, привод их относитепьного перемещения, ерю детва подачи сжатого воздуха во BHytpeHHSdto полость шланга, отли 5ающееся тем, что, с целью обеспечения стабильных размеров выверну.той части шланга, узел зажима шланга снабжен наружным шаблоном.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования раструбов в полимерных трубах | 1978 |
|
SU770818A2 |
| Устройство для формования раструбовВ пОлиМЕРНыХ ТРубАХ | 1979 |
|
SU839708A2 |
| Приспособление для изготовления незамкнутой формы изделий двойной кривизны из ориентированного органического стекла | 1977 |
|
SU680891A1 |
| Устройство для перемещения зарядного шланга по скважине | 1977 |
|
SU652324A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОТЛИТОГО ИЗДЕЛИЯ ИЗ ФОРМЫ | 2003 |
|
RU2310563C2 |
| Устройство для центробежного фор-МОВАНия из пОлиМЕРНыХ МАТЕРиАлОВ из-дЕлий АРМиРОВАННыХ ВОлОКНАМи | 1978 |
|
SU839704A1 |
| Установка для формования строительных объемных блоков | 1978 |
|
SU967842A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
| Механизм для поштучной загрузки корпусов цоколей мощных ламп накаливания | 1981 |
|
SU1032498A1 |
