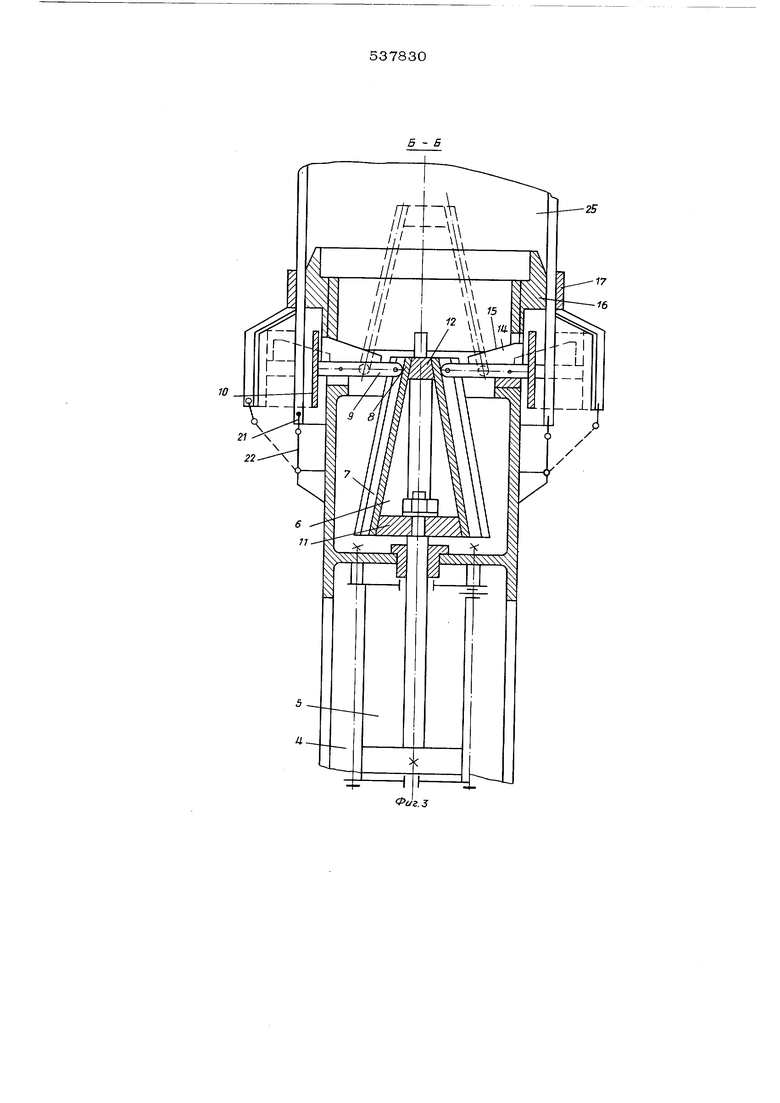
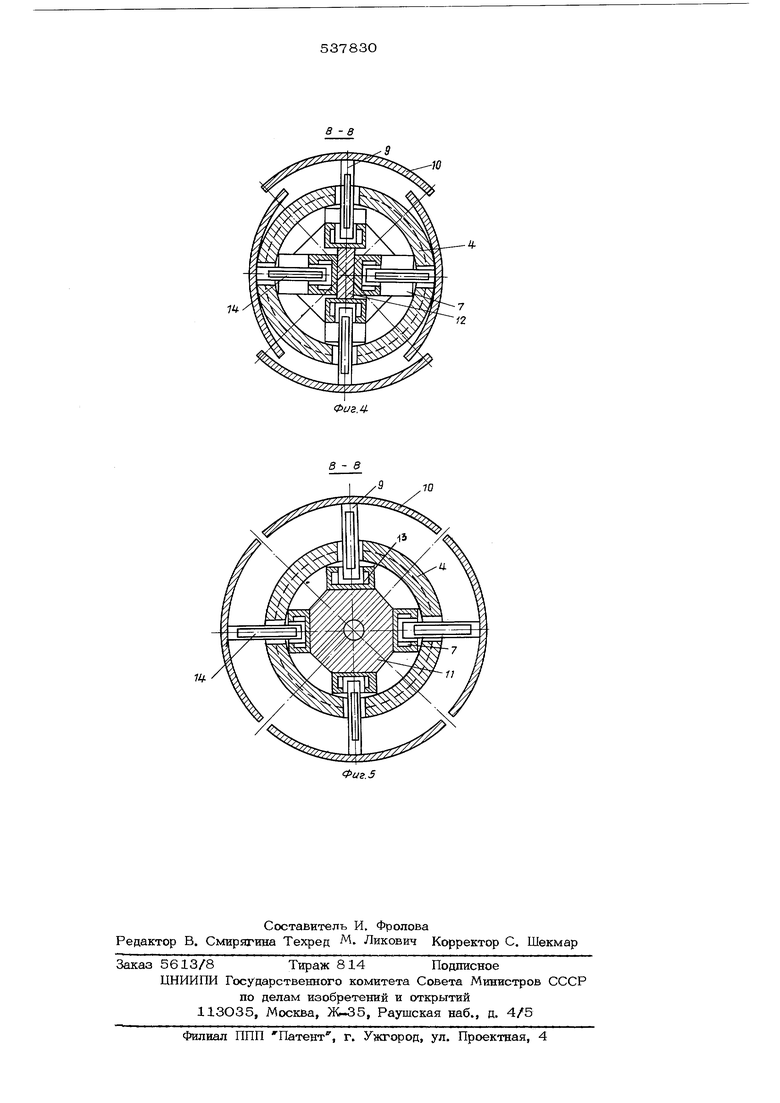
оправка в сжатом (нерабочем) положении; на фиг. 5 - то же, оправка в раздвинутом (рабочем) положении. Установка включает станину 1, внутри которой размещен механизм вращения 2 поворотного стола 3. На столе 3 закреплен корпус 4, внутри которого размещен привод 5 вертикального перемещения многогранного клина 6 с четным количеством граней. На каждой грани выполнены направляющие пазы 7, в которые заходят хвостовики 8, штоков 9, каждый из которых связан с сектором 1О раздвижной фор мообразующей оправки, форма которой в раздвинутом положении соответствует форм раструба. Грани многогранного клина поочередно расположены под различными углами к про дольной оси. Нижнее основание 11 выполнено в виде правильного многоугольника с числом сторон, равным числу граней клина. Верхнее основание 12 представляет со бой неправильный многоугольник с поочередно равными сторонами, общее число которых также равно числу граней клина. Штоки 9 размещены в пазах 13 корпуса 4, На штоках укреплены клинья 14, наклонная поверхность 15 которых обращена к оси корпуса 4, На верхней направляющей корпуса свободно установлен цилиндрический дорн 16, взаимодействующий с наклонной поверхностью клиньев. Труба крепится на дорне посредством зажимного приспособ ления 17. На станине 1 закреплены рельсы 18, на которых установлены нагреватели 19 в виде поворотных полуцилиндров, снабженные пневмоцилиндрами 20, Для продольного натяжения трубы служат захваты 21 с упругими связями, закрепленными на нижней части корпуса 4, Необходимое усилие натяжения создается весом захватов 21, а также усилием предварительно растянутых упругих связей 22, Последние могут быть выполнены в виде пружин или эластичных нитей ( напри мер, из резины). Привод 5 может быть выполнен в виде пневмоцилиндра. управляемого посредством крана управления 23. Подвод воздуха к крану управления ос5тцествляется через пневмосъемник 24 и центральное отверстие 01 в валу механизма вращения 2. Установка работает следующим образом. При отведенных в сторону нагревателях 19 на цилиндрический дорн 16 и раздвижную формообразующ5то оправку надевает ся полимерная труба 25, которая закрепляется на цилиндрическом дорне зажимным приспособлением 17. С помощью захватов 21 закрепляется нижний конец полимерной трубы 25. При этом предварительным растяжением упругих связей 22 или пружин создается необходимое- натяжение полимерной трубы 25, Нагреватели 19 посредством пневмоцилиндров 2О перемещаются по рель- сам 18 и замыкаются вокруг раздвижной формообразующей оправки и полимерной трубы 25. Включается механизм вращения 2 и нагреватели 19 и осуществляется нагрев формуемого конца трубы до температуры размягчения данного полимепа. Выключаются нагреватели и механизм вращения. Посредством крана управления 23 включается привод 5 многогранного клина 6; последний перемещается вверх, и под его воздействием штоки 9 раздвигают сектора 10 раздвижной формообразующей оправки. При этом размягченный конец полимерной трубы 25 на участке раздвижной формообразующей оправки принимает форму этой оправки, а на участке между раздвижной формообразующей оправкой и цилиндрическим дорном 16 - форму конусной части раструба. В процессе формования раструба цилиндрический дорн 16 опускается, скользя своим нижним торцом по наклонным поверхностям 15 клиньев 14, благодаря чему достигается примерное равенство конусной и цилиндрической частей раструба. Далее отформованный раструб охлаждается, освобождается от захватов 21, многогранный клин 6 опускается и возвращает щтоки 9 в исходное положение. Раструб снимается , и далее цикл повторяется. На предлагаемой установке обеспечивается вращение полимерной трубы относительно нагревателей в процессе ее нагрева, продольное натяжение трубы в процессе формования раструба, а также перемещение полимерной трубы вниз в процессе формования раструба. Вращение полимерной трубы в процессе нагрева обеспечивает более равномерное температурное поле нагрева трубы. Продольное натяжение трубы в процессе ее нагрева обеспечивает более устойчивое расположение трубы относительно нагревателей, так как при этом устраняется коробление трубы, неизбежно происходжщее в процессе ее нагрева. Это также способствует более равномерному нагреву трубы. В процессе формования раструба продольное натяжение трубы препятствует местной вытяжке материала по периметру формующего раструба, вследствие чего уменьшается раз- нотолщинность последнего. Формула изобретения 1. Устройство для формования раструбов в полимерных трубах по авт.св. № 466112, содержащее корпус, сектора со штоками, размешенными в пазах корпуса о т л и ч а ющ е е с я тем, что, с целью обеспечения 53 3О равномерного нагрева, оно снабжено поворотным столом, на котором смонтирован корпус. 2. Устройство по п. 1, отличающее с я теМа что, с целью обеспечения равномерной вытяжки, оно снабжено свободно установленным на верхней направляющей корпуса цилиндрическим дорном, укрепленным на штоках секторов клиньями, взаимодейст- В5пющими наклонной поверхностью, обращенной к оси корпуса, с дорном, и захватами с упругими связями, закрепленными на нижней части корпуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования раструбов в полимерных трубах | 1978 |
|
SU770818A2 |
| Устройство для формования раструбов в полимерных трубах | 1976 |
|
SU617274A1 |
| Устройство для формования раструбовВ пОлиМЕРНыХ ТРубАХ | 1979 |
|
SU839708A2 |
| Устройство для формования раструбов в полимерных трубах | 1973 |
|
SU466112A1 |
| Установка для формования соединительных муфт из трубчатых термопластичных заготовок | 1986 |
|
SU1479312A1 |
| Устройство для формования конца шланга из полимерного материала | 1976 |
|
SU596461A1 |
| Устройство для формования раструба в полимерных трубах | 1981 |
|
SU1009792A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2014 |
|
RU2597183C2 |
| Устройство для раздачи труб | 1976 |
|
SU590046A1 |
| Установка для изготовления прямоугольных медных гильз кристаллизатора | 1990 |
|
SU1770054A1 |
«1
20
i
21
/
г. 7
25
Ю
310
