Изобретение относится к созданию противокоррозионных материалов, в частности к производству рукавных ингибированных полимерных пленок, предназначенных для консервации и упаковывания металлических изделий.
Цель изобретения - повышение качества получаемой рукавной пленки за счет улуч- шения эффективности ее насыщения
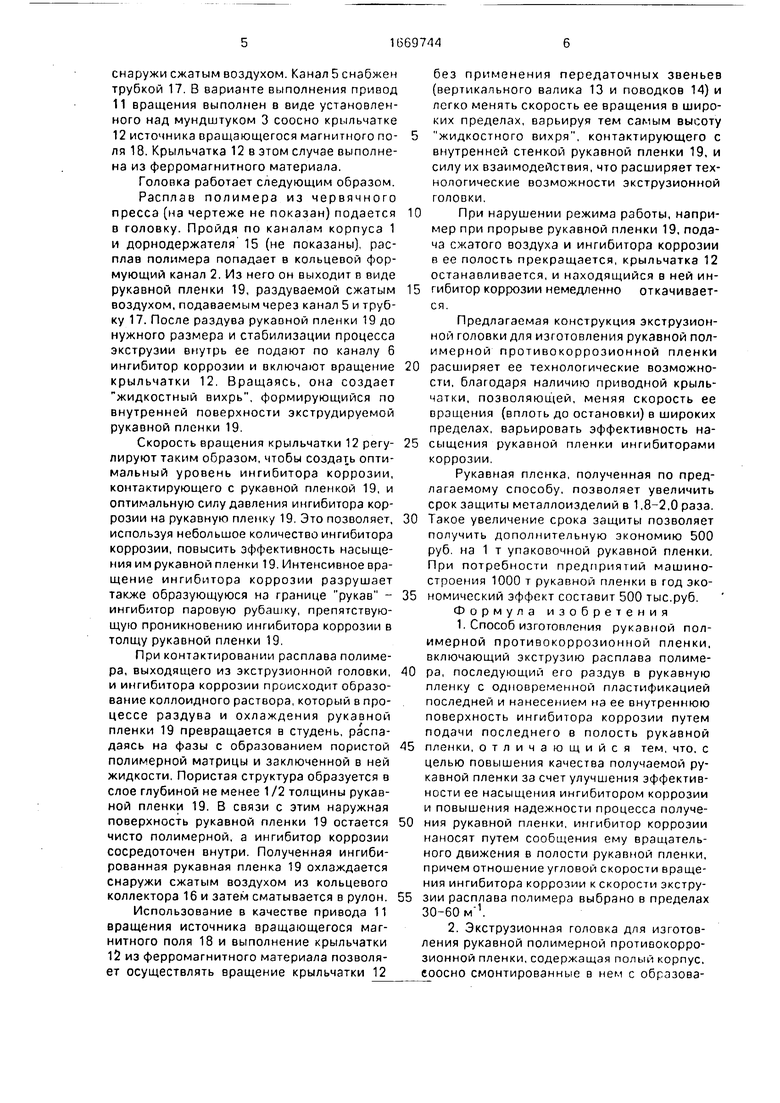
ингибитором коррозии и повышение надежности процесса получения рукавной пленки. На фиг.1 изображена экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки общий вид; на фиг.2 - привод вращения крыльчатки, выполненный в виде установленного над мундштуком источника вращающегося маг- цитного поля.
CnOCUU l,Ci ОТ Б letilMI py1 ПОЛ
иг срьчй протиеп. оррозион мой пленки включает ткструзиго расплава по/ни.н.ра, последующий его раздув в рукавную пленку с одновременной пластификацией последней и нанесением нп «п сн/гренпюю (.иверхисль iu 1ИОиторэ кс прозпи пут :м подачи последнего н полость рукавной пленки, Ичи итор коррозии наносят путем сообщения гму вращательною движения в полости рукавной пленки.4 причем oi ношение угловой скорости вращения ингиоиюра Kopi cmi i к скорости экструзии расплава полигора in-it рано ь пределах 30- 60 . Врз дсние иигибин.ра i оррозии при соблюдении у к засчо о отношения yi ЛОБЫХ скоростей создо. жидкостной пихрь, )i.4i4,. riO cuyrfi т.1 пс cj p iiu ели p v ii t .ч Г1ленм1. чю пе ,,ет испи и
З/Ч ИеПсл.зШОе КОЛИЧ-4 ii, 1 1ГИб 110( Г КОррОТнЧ И Mt HIl П (И СГ 1фа -, -14 П1 Д ржип;:н его oriTiifплы1 -и , чоп i1, коп хгпоуклцнй1 f, р-укавной пг-ечкои, то поь ui ,- . фс екшорс сть насипцеч ч .п- iji м . ин иби1 ор.ом kopj ) п -.; повы- ить /uiiiarniMccKoe взаимодействие ингог.иорг1 коррозии с nonep нссгью ру- каоной пленки за счет наличия центробежных сил во впчш/чощемся ингибиторе, что ведет к гнг.мс фШ сН .ип прс црсса диф4 у- зии ин иГшторл коррозии п толщу рукар:юи пленки; разрушить паровую рубашку н;- границе рукас - ингибитор за счет и иенсив- ного его перемешивания что также повышает глубину проникновения ингиби тора о топщу ру ппнои пленки OTMOCHI ,,ь- но рапномерно распределить дзпление t-.нгибиюрп нп рук 1пн/10 пленку г п исей по- иорлности контакьч, номлшзт иадеж- ипсть процесс1, исключая прорыры р/кавной пленки.
Фис пескни сммсл о ношени) у ло- ьи.1 1.к ;гг;сги вращения ичгибиыра кор- ризии ( On) к скорости экструзии расплава (V-) гледуюи .ий. эти Konit iecipo оборитоо ингибитора, приходящееся на один метр ли- н йно:о иоромопюпи ,тудип Смой ру- к.-чшоП пленки.
о)ч
При утччм ijjo.um нипь1 -..- менее
V j
ЗП н зблюдается от- ипие гпдсржония ин- шбитора горрозии в рукавной mt iKe, что ухудшает ге протииокоррозионны з ;BOI ICI- ра
Уоол. (мне т/- 00м вызыоае iiorsiV4
uieiuie давления иши&итора на рукавную пленку, обусловло |ного упсличением центробежной сипы,что приводит к порыву руканной пленки и, таким образом, снижает надежность процесса экструзии.
Для опытной проверки способа выбирают полиэтилен высокого давления низкой
плотности (ПЭВД ГОСТ 16337-77), поливи- нилхлорид(ПВХ ГОСТ 14332-69) и полиэги- л. нтерефталат (11ЭТФ ТУ 6-05 1794-76). В качестве ингибиторов коррозии используют следующие жидкофазные ингибиторы: ИФ0 ХАН A3 1 (ГУ 6-05-1944-83) и раствор МСДА (ГУ 6-02-834-78) в масле (Индустриальное 20) при соотношении 1:3.
Способ осуществляют следующим образом.
5Полимерный материал перерабатывают
в рукавную пленку на рукавно-пленочном агрегате ЛРП-750 методом экструзии и раздува рукава В процессе непрерывной экструзии в ругаемую пленку подают
1 жидко разный ингибитор коррозии. Ингибитор коррозии приводят во вращение (на-, пример электромеханическим или электромагнитным способом).
В полученной рукавной пленке опреде5 ляют содержание ингибитора коррозии и противокоррозионные свойства по ГОСТ 9 011-74.
Режимы получения рукавной пленки, ее противокоррозионные свойства и содержа0 ние ингибитора припед ны в таблице.
Анализ данных таблицы свидетельствует о том, что наибольшим содержанием ингибитора коррозии и лучшими противокоррозионными свойствами обла5 даст рукавная пленка, полученная по предлагаемому способу (примеры 1-3, 6, 7).
Предложенный способ может быть реализован с помощью экструзионной головки /;мя нзюговления рукавной полимерной
0 противокоррозионной пленки.
О- гтрузионная головка содержит полый корпус 1, соосно смонтированные в нем с образованием кольцевого формующего узнала 2 мундштук 3 и дорн 4 и выполнен- .г ьые в дорне 4 каналы 5 и 6 с входными 7 и 8 п выходными 9 и 10 отверстиями, соответственно, дня подвода сжатого воздуха и ингибитора коррозии в полость рукавной пленки. Головка снабжена приводом 11 враО щемит и установленной над дорном 4. соос- по ему, н месте выходного отверстия 9 канала 5 для подвода сжатого воздуха крнльчаткой 12, связанной с приводом 11 вращения. Крыльчатка 12 связана с приво5 дом 11 сращения посредством размещенного в канале 5 для подвода сжатого воздуха вертикального валика 13 и поводков 14. Дорн 4 закреплен на дорнодержателе 15. Над мундштуком 3 установлен кольцевой коллектор 16 для обдува рукавной пленки
снаружи сжатым воздухом. Канал 5 снабжен трубкой 17. В варианте выполнения привод
11вращения выполнен в виде установленного над мундштуком 3 соосно крыльчатке
12источника вращающегося магнитного поля 18. Крыльчатка 12 в этом случае выполнена из ферромагнитного материала.
Головка работает следующим образом.
Расплав полимера из червячного пресса (на чертеже не показан) подается в головку. Пройдя по каналам корпуса 1 и дорнодержателя 15 (не показаны), расплав полимера попадает в кольцевой формующий канал 2. Из него он выходит в виде рукавной пленки 19, раздуваемой сжатым воздухом,подаваемым через канал 5 и трубку 17. После раздува рукавной пленки 19 до нужного размера и стабилизации процесса экструзии внутрь ее подают по каналу 6 ингибитор коррозии и включают вращение крыльчатки 12. Вращаясь, она создает жидкостный вихрь, формирующийся по внутренней поверхности экструдируемой рукавной пленки 19.
Скорость вращения крыльчатки 12 регулируют таким образом, чтобы создать оптимальный уровень ингибитора коррозии, контактирующего с рукавной пленкой 19, и оптимальную силу давления ингибитора коррозии на рукавную пленку 19. Это позволяет, используя небольшое количество ингибитора коррозии, повысить эффективность насыщения им рукавной пленки 19. Интенсивное вращение ингибитора коррозии разрушает также образующуюся на границе рукав - ингибитор паровую рубашку, препятствующую проникновению ингибитора коррозии в толщу рукавной пленки 19.
При контактировании расплава полимера, выходящего из экструзионной головки, и ингибитора коррозии происходит образование коллоидного раствора, который в процессе раздува и охлаждения рукавной пленки 19 превращается в студень, распадаясь на фазы с образованием пористой полимерной матрицы и заключенной в ней жидкости. Пористая структура образуется в слое глубиной не менее 1/2 толщины рукавной пленки 19. В связи с этим наружная поверхность рукавной пленки 19 остается чисто полимерной, а ингибитор коррозии сосредоточен внутри. Полученная ингиби- рованная рукавная пленка 19 охлаждается снаружи сжатым воздухом из кольцевого коллектора 16 и затем сматывается в рулон.
Использование в качестве привода 11 вращения источника вращающегося магнитного поля 18 и выполнение крыльчатки 12 из ферромагнитного материала позволяет осуществлять вращение крыльчатки 12
без применения передаточных звеньев (вертикального валика 13 и поводков 14) и легко менять скорость ее вращения в широких пределах, варьируя тем самым высоту 5 жидкостного вихря, контактирующего с внутренней стенкой рукавной пленки 19, и силу их взаимодействия, что расширяет технологические возможности экструзионной головки.
10При нарушении режима работы, например при прорыве рукавной пленки 19, подача сжатого воздуха и ингибитора коррозии в ее полость прекращается, крыльчатка 12 останавливается, и находящийся в ней ин15 гибитор коррозии немедленно откачивается.
Предлагаемая конструкция экструзионной головки для изготовления рукавной полимерной противокоррозионной пленки
0 расширяет ее технологические возможности, благодаря наличию приводной крыльчатки, позволяющей, меняя скорость ее вращения (вплоть до остановки) в широких пределах, варьировать эффективность на5 сыщения рукавной пленки ингибиторами коррозии.
Рукавная пленка, полученная по предлагаемому способу, позволяет увеличить срок защиты металлоизделий в 1,8-2,0 раза.
0 Такое увеличение срока защиты позволяет получить дополнительную экономию 500 руб. на 1 т упаковочной рукавной пленки. При потребности предприятий машиностроения 1000 т рукавной пленки в год эко5 номический эффект составит 500 тыс.руб. Формула изобретения 1. Способ изготовления рукавной полимерной противокоррозионной пленки, включающий экструзию расплава полиме0 ра, последующий его раздув в рукавную пленку с одновременной пластификацией последней и нанесением на ее внутреннюю поверхность ингибитора коррозии путем подачи последнего в полость рукавной
5 пленки, отличающийся тем, что. с целью повышения качества получаемой рукавной пленки за счет улучшения эффективности ее насыщения ингибитором коррозии и повышения надежности процесса получе0 ния рукавной пленки, ингибитор коррозии наносят путем сообщения ему вращательного движения в полости рукавной пленки, причем отношение угловой скорости вращения ингибитора коррозии к скорости экстру5 зии расплава полимера выбрано в пределах 30-60 м 1.
2. Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки, содержащая полый корпус, еоосно смонтированные в нем с образованием кольцевого формующего канала мундштук и дорн и выполненные в дорне каналы с входными и выходными отверстиями, соответственно, для подвода сжатого воздуха и ингибитора коррозии в полость рукавной пленки, отличающаяся тем, что, с цеьлю повышения качества получаемой рукавной пленки за счет улучшения эффективности ее насыщения ингибитором коррозии и повышения надежности процесса получения рукавной пленки, головка снабжена приводом вращения и установленной над дорном соосно с ним в месте выходного отверстия канала для подвода сжатого воздуха в полость рукавной пленки крыльчаткой, связанной с приводом вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| Полимерная противокоррозионная пленка и способ ее изготовления | 1986 |
|
SU1669929A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Устройство для изготовления рукавной полимерной пленки | 1986 |
|
SU1685737A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863392A1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |

Изобретение относится к созданию противокоррозионных материалов, в частности к производству рукавных ингибиторных полимерных пленок. Цель изобретения - повышение качества получаемой рукавной пленки за счет улучшения эффективности ее насыщения ингибитором коррозии и повышение надежности процесса получения рукавной пленки. Способ изготовления рукавной пленки включает экструзию расплава полимера, его раздув в рукавную пленку, пластикацию ее и нанесение на ее внутреннюю поверхность ингибитора коррозии. Ингибитор коррозии наносят, сообщая ему вращательное движение. При этом отношение угловой скорости вращения ингибитора коррозии к скорости экструзии расплава полимера выбрано в пределах 30 - 60 м-1. Экструзионная головка содержит смонтированные в корпусе с образованием кольцевого формующего канала мундштук и дорн. В дорне выполнены каналы для подвода сжатого воздуха и ингибитора коррозии в полость рукавной пленки. Головка снабжена приводом вращения и установленной над дорном крыльчаткой. Она установлена в месте выходного отверстия канала для подвода сжатого воздуха. Крыльчатка связана с приводом вращения. Расплав полимера поступает в головку, проходит через кольцевой формующий канал, выходит в виде рукавной пленки, раздуваемой сжатым воздухом. После ее раздува до нужного размера и стабилизации процесса экструзии внутрь подают ингибитор коррозии и включают вращение крыльчатки. Последняя, вращаясь, создает "жидкостной вихрь", формирующийся по внутренней поверхности рукавной пленки. 2 с.п.ф-лы, 1 табл., 2 ил.
10
Продолжение таблицы
-ч
11
(Риг. 2
в
Фиг.1
| КОЛЬЦЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА | 0 |
|
SU351722A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Солесос | 1922 |
|
SU29A1 |
