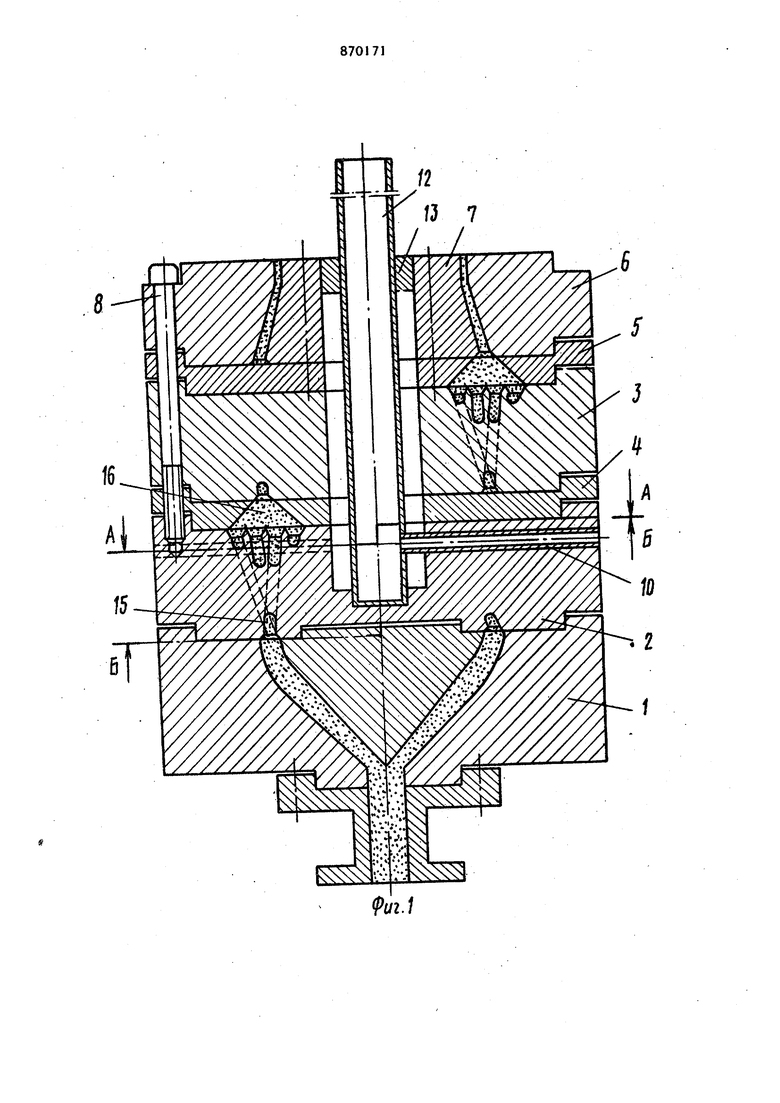
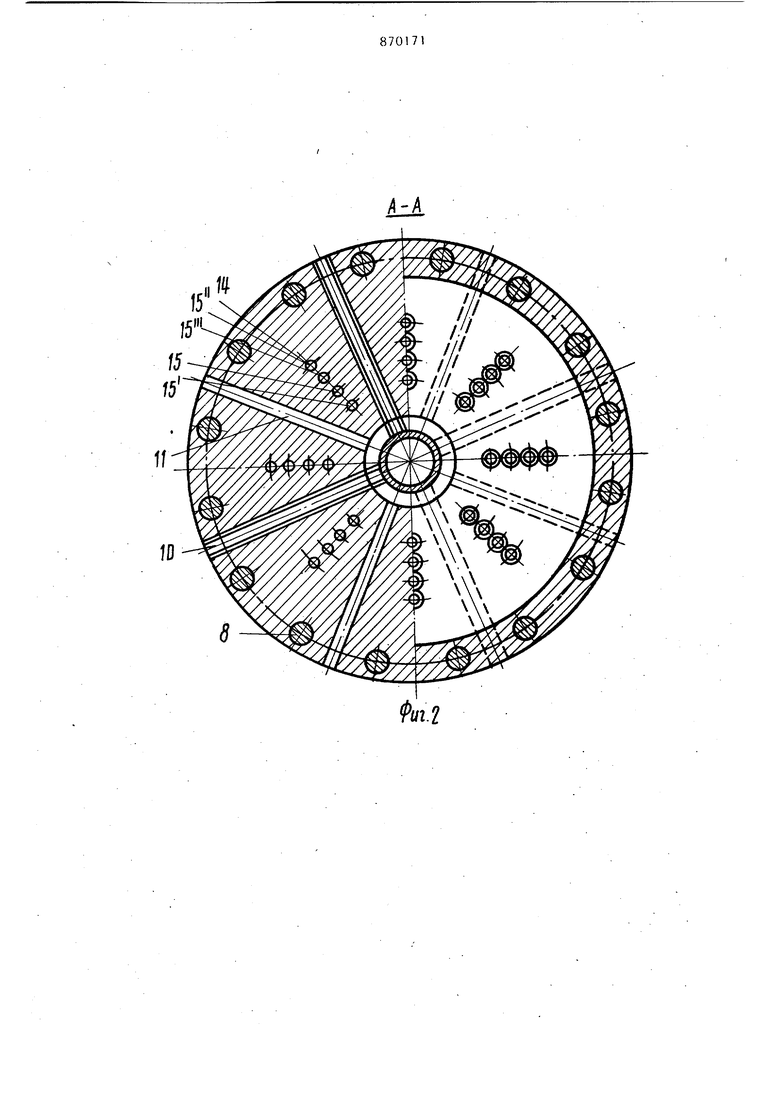
(54) ДОРНОДЕРЖАТЕЛЬ ЭКСТРУЗИОННЫХ ГОЛОВОК изобретение относится к оборудованию для переработки пластмасс. Известно устройство для переработки пластмасс, содержащее корпус, внут ри которого размещен дорнодержатель с дорном, образующий с корпусом коль ценой формующий канал 1 , Недостатки устройства - невысокое качество смещения расплава и низкое качество получаемых изделий. Наиболее близким к предлагаемому является дорнодержатель экструзионных головок для полимеров, содержащий соединенные с дорном и размещенные один над другим кольцевые элементы с каналами для расплава полимера 21. В этом случае также невысоко качество смешения расплава. Цель изобретения - улучшение свойств изделий за счет повьшения эффективности процесса смешения распла.ва. Это достигается тем, что дорнодержатель снабжен размещенными над ДЛЯ ПОЛИМЕРОВ каждым кольцевым элементом промежуточными кольцами, при этом каналы в кольцевых элементах, смещенных один относительно другого по окружности, размещены группами, выходы каналов каждой из которых расположены tia линии , перпендикулярной линии размещения их входов, причем выходы каналов, крайних на входе, расположены между выходами каналов, размещенных на входе внутри, а промежуточные кольца выполнены с выемками для поворота расплава, количество которых равно числу групп каналов. При этом каналы на входе кольцевого элемента расположены по окружное- ти, а каналы на выходе расположены радиально; выемки в промежуточных кольцах выполнены с образованием на верхнем конце кольцевого канала,- в промежуточных кольцах расположены аксиальные каналы для подвода и отвода воздуха, которые соединены радиальными подводящими и отводящими трубопроводами, -вьтолненными в кольцевых элементах между группами проходяпшх каналов. На фиг. 1 изображена экструзионная головка, общий вид; на фиг. 2 разрез А-А фиг. 1; на фиг 3 - разрез Б-Б фиг. 1; на фиг. А - схематическое изображение зон поворота расплава. , Экструзионная головка состоит из нижней части 1, кольцевых элементов 2, 3, промежуточных колец А, 5, мундштука 6 и дорна 7. Кольцевые элементы 2, 3.и промежуточные кольца 4, 5 жестко крепятся винтами 8, 9 к нижней части 1 головки и к мундштуку 6. Jl,opH 7 соединен винтами с верхним промежуточным кольцом 5 и кольцевьш элементом 3, Можно также непосредственно прикреплять дорн 7 к промежуточному кольцу 5. Подвод и отвод охлаждающего воздуха осуществляется че рез выбранные в кольцевых элементах 2, 3 каналы 10, И и через осевые каналы 12, 13. Поворот зон перемеишвания в пределах кольцевых элементов 2, 3 на 90 дает возможность расположения соответствующих подводя щих и отводящих каналов 10, 11 между отдельными зонами 14 -перемешивания. Каналы 15, 15, IS, 15 образуют одну зону 14 перемешивания. Количест во каналов, образующих одну зону перемешивания, и количество зон перемешивания зависят от желаемой степени перемешивания. Зоны 14 перемешива ния находятся в начале кольцевых эле ментов 2, 3 на кругообразной траекто рии. Каналы 15, 15, 15, 15, образующие зону 14 перемешивания, выполнены так в кольцевых элементах, что они занимают на верхнем конце кольце ых элементов 2, 3 повернутые на 90° положения (см. фиг. 2). Расположение каналов 15, 15, 15, 15 вну ри одной зоны перемешивания следующее: крайние каналы 15, проходят во внутрь, а внутренние каналы 15, выходят на край (см. фиг.2 и 3). Непосредственно примыкающие к кольцевым элементам 2, 3 промежуточные кольца 4, 5 имеют зоны поворота расплава 16, которые возвращают расплав на кругообразную траекторию. Калсдой зоне перемешивания соответствует зона 16 поворота расплава. Каждая зона16 поворота расплава состоит из щелеоб.разной основной поверхности 17, ширина щели которой не менее диаметра каналов 15. Боковые по верхности 18-21 выполнены так, что верхние поверхности 22 всех зон 16 поворота расплава образуют кольцевую щель. Зоны 16 поворота расплава выбиратся в промежуточных кольцах 4, 5. По технологическим причинам промежуточные кольца 4, 5 преимущественно зготовляются, из двух отдельных коец. Для повьш1ения эффекта смешивания кольцевые элементы 2, 3 смещены один относительно другого. Согласно конструктивного примера, верхний, кольцевой элемент 3 повернут относительно нижнего кольцевого элемента 2 на два канала 15, 15. Устройство работает следующим образом. Центрально подводимый расплав рассекается в нижней части 1 головки в радиальном направлении и течет в расположенные на кругообразной траектории каналы 15 кольцевого элемента 2. Поворот зон 14 перемешивания на 90 и течение крайних потоков во внутрь и .внутренних на край обуславливают перегруппировку граничных слоев. Образующие зону 14 перемешивания потоки из каналов 15, 15, 15 , 15 подлежат в зонах 16 поворота расплава интенсивному перемешиванию и возвращаются к кругообразной траектории. Зоны поворота расплава выполнены таким образом, что исключается возможность образования застойных зон. Расплав, находящийся в кольцевомзазоре, образованном зонами.16 поворота расплава, аналогично протекает через кольцевой элемент 3 и промежуточное кольцо 5. Благодаря смещенному расположению кольцевого элемента 3, достигается эффект перемешивания между самими зонами 14 перемешивания. За счет качественного смешения расплава улучшаются свойства получаемых изделий. Формула изобретения 1. Дорнодержатель экструзионных головок для полимеров, содержащий соединенные с дорном и размещенные один над другим кольцевые элементы с каналами для расплава полимера, отличающийся тем, что, с целью улучшения свойств изделий за счет
5
повышения эффективности процесса смешения расплава, дорнодержатель снабжен размещенными над каждым кольцевым элементом промежуточньП1 и кольцами, при этом каналы в кольцевых элемёнтак, смещенных один относительно.другого по окружности, размещены группами, выходы каналов каждой из которых расположены на линии, перпендикулярной ЛИНИИ- размещения их входов, причем выходы каналов, крайних на входе, расположены между выходами каналов, .размещеннь1х на входе внутри, а промежуточные кольца выполнены с выемками для поворота расплава, количество которых равно числу групп каналов.
2. Дорнодержатель по п. 1, о т личающийся тем,-что каналы на входе кольцевого элемента расположены по окружности, а каналы на выхо- де расположены радиально.
716
3.Дориодержатель по пп. 1,и 2, отличающийся тем, что выемки в промежуточных кольцах выполнены с образованием на верхнем конце кольцевого канала.
4.Дорнодержатель попп. 1н2, от личающийся тем, что в промежуточных кольцах расположены аксиальные каналы для подвода и отвода воэ-. духа, которые соединены с радиальными подводящими и отводящими трубопроводами, выполненными в кольцевых элементах между группами проходящих каналов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 466119, кл. В 29 F 3/04, 1973,
2.Авторское свидетельство СССР по заявке W 2343710, кл. В 29 F 3/04 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Эструзионная головка для изготовления двухслойных труб из полимерных материалов | 1983 |
|
SU1118537A1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |