1
Изобретение относится к технике ультразвукового неразрушающего контроля качества материалов и изделий.
Известно устройство для контроля сварных соединений изделий цилиндрической формы, содержащее самоходную платформу, смонтированную на ней стрелу с приводом, установленную на конце стрелы каретку с искателями и светоуказателем, которое вследствие необходимости перенастройки при смене типоразмеров изделий обладает недостаточной производительностью контроля.
Предложенное устройство отличается от известного тем, что оно снабжено нриспособлением для стабилизации положения искателей на изделии, выполненном в виде кулачкового механизма, соединенного посредством роликового толкателя с кареткой и с приводом стрелы, а профиль кулачка выбран из условия обеспечивания равенства между расстоянием от центра вращения стрелы до оси симметрии каретки и длиной касательной, проведенной из центра вращения стрелы к поверхности цилиндрического изделия, а также тем, что привод содержит винтовую пару, маточная гайка которой с номощью траверсы и шарнирных стяжек связана с самоходной платформой.
Это позволяет повысить производительность контроля изделий.
На фиг. 1 схематично изображено предложенное устройство; на фиг. 2 - его кинематическая схема. Устройство содержит стрелу 1, щарнирно
закрепленную на самоходной платформе 2, имеющей привод для перемещения вдоль изделия. На стреле располагаются мотор-редуктор 3, винт 4, гайка 5, пара циклических шестерен 6, кулачок 7 с редуктором 8, толкатель 9 с
пружиной 10. К толкателю прикреплена каретка 11 с наклонными искателями 12. Гайка 5 соединена с траверсой 13, которая движется по направляющим 14. Траверса 13 через стяжки 15 щарнирно соединена с самоходной платформой. Контролируемое изделие 16 со сварным швом 17 размещается на роликоопорах 18. Ролики могут вращаться электромотором и приводить во вращение изделие. На оси симметрии каретки расположен светоуказатель 19.
Работа предложенного устройства заключается в . Во время контроля продольных сварных соединений самоходная платформа 2 вместе со стрелой 1 движется
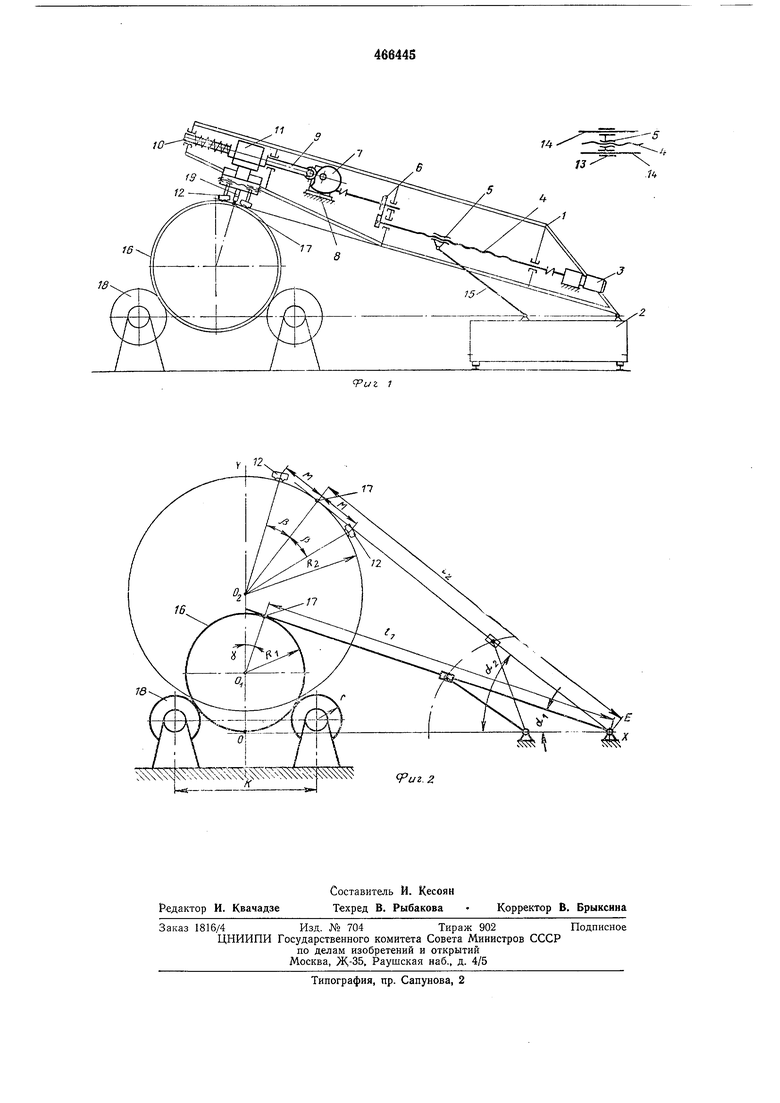
вдоль изделия 16. Оператор находится на платформе. В том случае, когда требуется проконтролировать кольцевой шов, каретка 11 вместе с искателями 12 поворачивается на 90°. Изделие 16 получает вращение от роликоопор 18. При переходе от контрольной операцни изделия радиусом к R2 (фиг. 2) включается мотор-редуктор 3, который приводит во вращение винт 4. Гайка 5, перемещаясь по винту 4, тянет траверсу 13, что заставляет поворачиваться стяжки 15 и происходит подъем (или опускание) стрелы 1 на угол az (фиг. 2). Направляющие 14 обеспечивают точное движение в вертикальной плоскости. Одновременно вращение винта через пару щестерен 6 передается редуктору 8, на валу которого находится кулачок 7.
Длина касательной (lt,lz) будет увеличиваться с ростом радиуса изделия. При повороте стрелы на угол 02, из начального положения, соответствующего «ь кулачок перемещает каретку с искателем на расстояние, равное разности значений между 4 и k (фиг. 2). Для этого профиль кулачка рассчитывается для заданного диапазона диаметров изделий. Передаточное отнощение пары щестерен и редуктора, а также шаг винта, подбираются таким образом, чтобы при контроле щвов в заданном диапазоне диаметров кулачок поворачивался не более чем на 340-350°. В векоторых случаях можно ограничиться только парой П1естерен или редуктором.
Если контролируется кольцевой шов, то кулачковый механизм .автоматически обеспечивает постановку центров искателей на образующую цилиндра, проходящую через точку касания прямой, проведенной из центра вращения стрелы точки Е. В случае контроля продольного сварного соединения точка касания лежит на продольной оси симметрии шва (фнг. 2). При этом положение шва определяется цо светоуказателю 19. Поэтому оси симметрии обоих искателей, расположенных на одинаковом расстоянии М от шва, будут повернуты на один и тот же угол р по отношению к линии, соединяющей центр сечения изделия с точкой касания (фиг. 2).
Точная постановка искателей на поверхность изделия независимо от его радиуса обеспечивает постоянство угла ввода ультразвуковых колебаний в него, одинаковое усилие прижатия обоих искателей, что способствует равномерному их износу. В связи с тем, что искатели устанавливаются на боковую поверхность и шов повернут под некоторым углом у от вертикали в сторону платформы, он всегда находится в поле зрения оператора. Таким образом исключается необходимость подъема и опускания оператора в зависимости от дизметра изделия.
Для создания акустического контакта в случае механизированного ультразвукового контроля используется обычно вода и при расположении искателей сверху она растекается по всей поверхности. В рассматриваемом случае смачивается только часть боковой поверхности, что способствует уменьшению коррозии изделий из углеродистой стали.
Предмет изобретения
1.Устройство для контроля сварных соединений изделий цилиндрической формы, содержащее самоходную платформу, смонтированную на ней стрелу с приводом, установленную на конце стрелы каретку с искателями и светоуказателем, отличающееся тем, что, с целью повышения производительности контроля, оно снабжено приспособлением для стабилизации положения искателей на изделии, выполненным в виде кулачкового механизма, соединенного посредством роликового толкателя с кареткой и с приводом стрелы, а профиль кулачка выбран из условия обеспечивания равенства между .расстоянием от центра вращения стрелы до оси симметрии каретки и длиной касательной, проведенной из центра вращения стрелы к поверхности цилиндрического изделия.
2.Устройство по л. 1, отличающееся тем, что привод содержит винтовую пару, маточная гайка которой с помощью траверсы и шарнирных стяжек связана с самоходной платформой.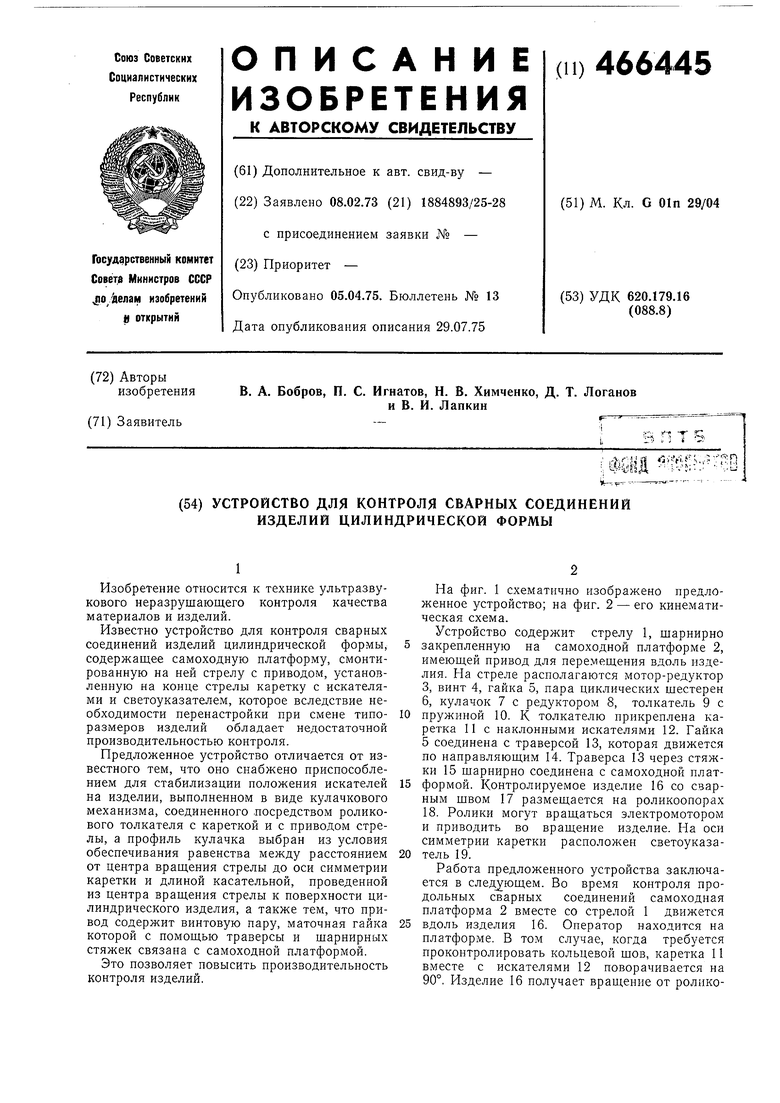

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| Передвижная установка для ультразвукового контроля изделий | 1984 |
|
SU1231458A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Сканирующее устройство к дефектоскопу | 1979 |
|
SU974250A1 |
| Устройство для обработки швов цилиндрических изделий | 1986 |
|
SU1437193A1 |
| Установка для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1173304A1 |
| Сканирующее устройство к дефектоскопу | 1981 |
|
SU974254A1 |
| Устройство для сварки | 1982 |
|
SU1038155A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2396155C1 |
иг.2
