1
Изобретение относится к литейному производству, в частности к устройствам для сборки форм.
Известен спариватель для сборки форм, включающий станину со смонтированными на ней подъемным столом для приема нижней полуформы 1 стойками, на которых установлена траверса с направляющими для верхней полуформы, расположенными на одной из се сторон. Однако стержни в известном спариватсле вручную проставляют до сборки и они фиксируются в форме жеребейками. Ручная установка стержней в форму не обеспечивает требуемой точности; возможны перекосы, которые приводят к браку отливок по разностенности.
Целью изобретения является повышение точности простановки стержней, степени механизации изготовления форм и производительности труда за счет исключения операции простановки жеребеек. Это достигается введением в спариватель кондуктора с поворотными захватами, установленными в траверсе на стороне, противоположной стороне с направляющими, и привода для поворота траверсы относительно горизонтальной оси.
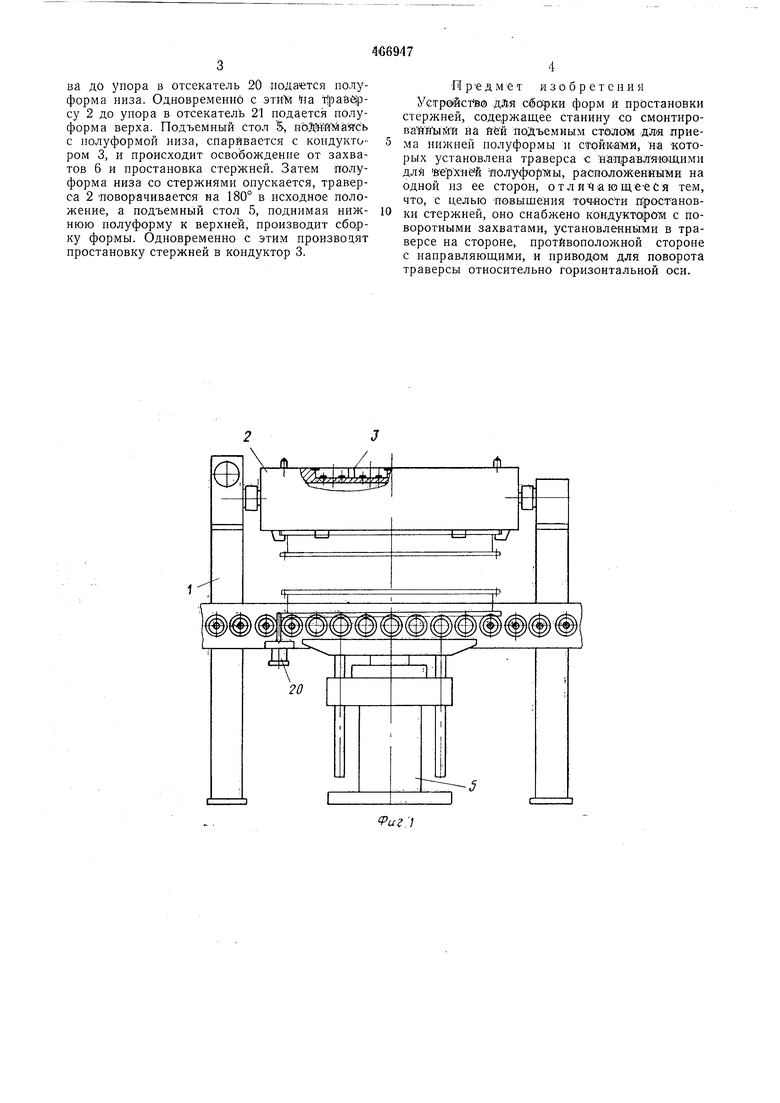
На фиг. 1 изображено описываемое устоойство; на фиг. 2 - то же, план; на фиг. 3 - траверса с кондуктором, разрезы; на фиг. 4 - разрез по А-А на фиг. 3.
Устройство содержит опорную раму 1, на которой смонтирована траверса 2, содержащая ячейки под стержни, выполняющие роль кондуктора 3, привод поворота 4 и иодъемный стол 5. В каждой ячейке кондуктора 3 горизонтально установлены захваты 6, сидящие на двух поворотных валах 7. Каждый вал 7 поворачивается в опорах, закрепленных в траверсе 2. Захваты 6 сводятся пружинами
8, а разводятся цилиндрами 9. На штоках 10 пилиндров 9 укреплены серьги 11 с пазами. Пальцы 12 входят в пазы серег 11 и в отверстия рычагов 13, жестко сидящих на шпонках валов 7. На штоках 14 цилиндров 9 укреплены серьги 15 с отверстиями. Пальцы 16 входят в отверстия серег 15 и рычагов 17, жестко сидящих на шпонках двух валов 18. Каждый вал 18 поворачивается в опорах, установленных на траверсе 2, и несет на себе два за.хвата 19 верхних полуформ.
В ячейки кондуктора 3 устанавливают стержни и включают цилиндры 9; при этом штоки 14 раскрывают захваты 19, а штоки
10 с серьгами 11 воздействуют через пальцы 12 на рычаги 13 и поворачивают валы 7, освобождая пружины 8, которые сжимаются и, поворачивая захваты 6 относительно валов 7, зажимают стержни. Далее траверса 2 поворачивается на 180° и на позицию устройства до упора в отсекатель 20 noAaiercH полуформа низа. Одновременно с этий па Цравйрсу 2 до упора в отсекатель 21 подается полуформа верха. Подъемный стол 5, поЖн-й айсь с полуформой низа, спаривается с кондуктором 3, и происходит освобожденпе от захватов 6 и простановка стержней. Затем полуформа низа со стержнями опускается, траверса 2 поворачивается на 180° в исходное положение, а подъемный стол 5, поднимая нижнюю полуформу к верхней, производит сборку формы. Одновременно с этим производят простановку стержней в кондуктор 3.
О р е д м е т изобретения Устр@йст%0 -да.я сборки форм и простановки стержней, соде,ржащее станину со смонтированныйй на йёй подъемным стойОМ .для приема нигкней полуформы и стойк-амй, а которых установлена траверса с йаП;равлйю.ш,ими для «ерх-нёй йолуфортйы, расположенйыми на одной из ее сторон, отл йЧа тем, что, с целью Повышения точности п ростановки стержней, оно снабжено кондуктаром с поворотными захватами, установленными в траверсе на стороне, протйвополож:ной стороне с направляюш,ими, и приводом для поворота траверсы относительно горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для простановки стержней | 1982 |
|
SU1036437A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Установка для литья под низким давлением | 1990 |
|
SU1792798A1 |
| Способ простановки стержней в литейную форму и комплект кондукторов для осуществления способа | 2017 |
|
RU2725927C2 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Карусельная кокильная машина | 1980 |
|
SU925541A1 |
| Установка подачи и простановки стержней | 1986 |
|
SU1447531A1 |
| Кондуктор для захвата, транспортировки и простановки стержней в форму | 1988 |
|
SU1611552A1 |
| Установка для литья под низким давлением | 1984 |
|
SU1252033A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |


хЖ «
Фиг 3
/
