тем уменьшения габаритов и массы устройства. Устройство имеет корпус 1 и сварочную головку 2, соединенные между собой S-образным мундштуком 3. С торцовой стороны корпуса 1 запрессован гибкий спиральный кабель 14 для подачи сварочной проволоки 15. К. концевой части,кабеля 14 примыкает приводной механизм 19 подачи проволоки и устройство 20 ее закручивания.
1
Изобретение относится к дуговой сварке, точнее к механизмам, предназначенным для сообщения колебательного движения сварочным горелкам с плавяшимся электродом, и может быть использовано в различ- ных отраслях народного хозяйства для сварки в труднодоступных местах.
Цель изобретения - обеспечение возможности сварки в труднодоступных местах путем уменьшения габаритов и веса устрой- ства.
На фиг. 1 показана кинематическая схема устро.йства сварочной горелки; на фиг. 2 - схема устройства закручивания присадочной проволоки; на фиг. 3 - схема механизма подачи присадочной проволоки.
Устройство для сварки с колебаниями сварочной горелки состоит из корпуса 1 и сварочной головки 2, соединенных между собой S-образно изогнутым мундштуком 3. При этом, в корпусе мундштук 3 закреплен с возможностью вращения в подшипнике 4. Для ограничения продольного перемеш,ения в мундштуке 3 имеется кольцевой выступ 5. Запираюшийся фланец 6 при помоши шпилек 7 крепит мундштук к корпусу. Такая же возможность врашения обеспечена и в сварочной головке 2, корпус которой собран из двух половин, соединенных шпильками 8. В сварочной головке 2 имеется полость, в которую вставляется кольцевой выступ 9 мундштука 3. Сварочная головка 2 имеет также сопловую полость 10 для инертного газа, зашишаюшего зону шва оси окисления. Газ поступает по гибкому шлангу 11, соединенному с камерой 12 корпуса 1, и шлангу 13 магистрали подачи газа. С торцовой стороны корпуса 1 запрессован гибкий спиральный кабель 14 для подачи сварочной проволоки 15. Для исключения перегиба кабеля он снабжен спиральной оплеткой из проволоки или металлической ленты. Канал 16 кабеля 14 выполнен с гладкими стенками, обеспечивающими продвижение проволоки с минимальным трением. Продолжением канала 16, расположенного в корпусе.
Проволока 15 проходит через их осевые каналы к устройству 21 разматывания проволоки. В зону сварки подают присадочную проволоку 15 и одновре.менно закручивают ее вдоль продольной оси. Из-за перегиба проволоки в S-образном мундштуке он начинает враш.аться в корпусе 1 горелки, вокруг оси ОО. При этом конец электрода совершает круговые колебания. 3 ил.
служит канал 17 мундштука 3, который в зоне S-образного изгиба выполнен с более шероховатыми стенками, чем в остальной части. К концевой части 18 спирального кабеля 14 примыкает приводной механизм 19 подачи. За ним расположено устройство 20 закручивания сварочной проволоки 15. Проволока 15 проходит через их осевые каналы к устройству 21 разматывания проволоки, выполненному в виде поворотной рамки 22, закрепленной полуосями 23 и 24 на опорах вращения 25 и 26. При этом полуось 23 и опора 25 имеют сквозной канал 27 для подачи проволоки 15. Барабан 28 предназначен для намотки проволоки и установлен внутри поворотной рамки 22 на оси 29 вращения перпендикулярно направлению продвижения проволоки 15.
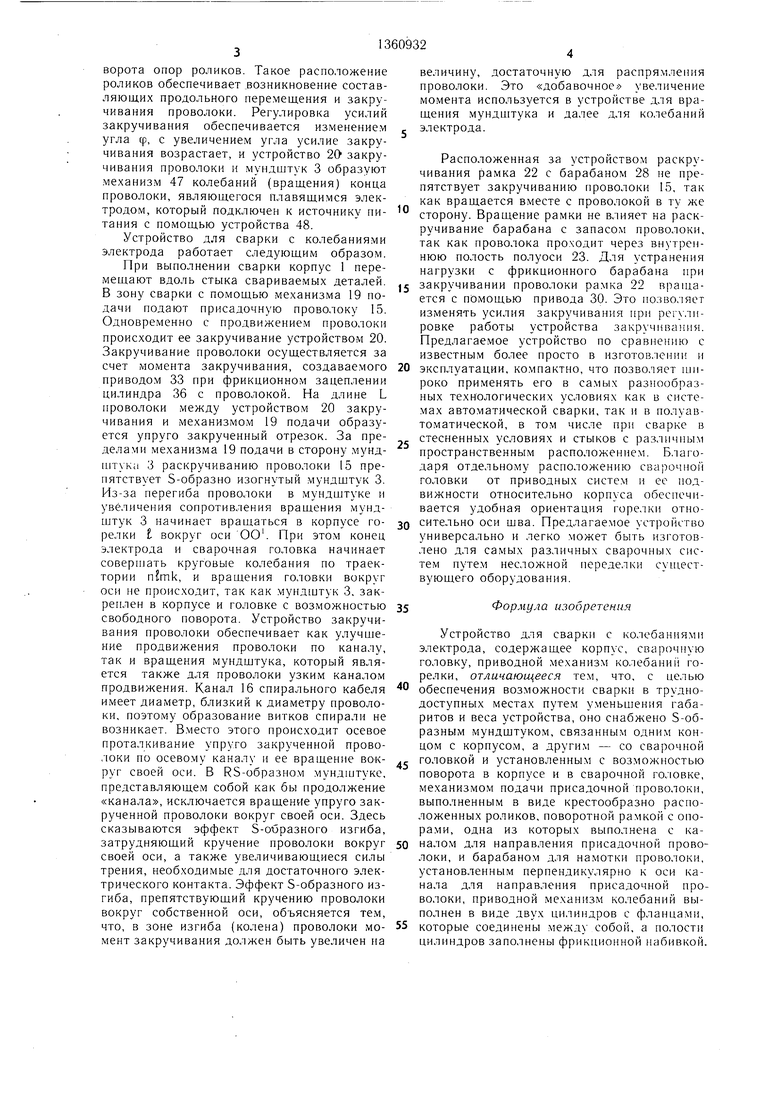
Для обеспечения принудительного вращения рамки 22 имеется привод 30, взаимодействующий с шестерней 31, закрепленной на полуоси 24. Приводами 32 и 33 вращения такого же устройства снабжены соответственно механизм 19 подачи проволоки 15 и устройство 20 закручивания проволоки 15. При этом продвижение проволоки осуществляется приводными ролика.ми 34 и 35, а закручивание - вращающимся вдоль оси продвижения проволоки фрикционным цилиндром 36, закрепленным на опорах 37 и 38 вращения. Фрикционный цилиндр 36 (фиг. 2) выполнен из дву.ч половин 39 и 40, соедийенных между собой фланцами 41, между которыми установлена прокладка 42. Внутри цилиндра расположена фрикционная набивка 43, взаимодействующая с проволокой 15. Давление набивки на проволоку регулируется путем сближения фланцев. Устройство 20 закручивания проволоки совмещено с системой ее подачи (фиг. 3) и состоит из крестообразно расположенных роликов 44 и 45, один из которых соединен с приводом 46 вращения. Угол (р между осями роликов,характеризующий их взаимное расположение относительно присадочной проволоки 15, регулируется путем поворота опор роликов. Такое расположение роликов обеспечивает возникновение составляющих продольного перемещения и закручивания проволоки. Регулировка усилий закручивания обеспечивается изменением угла ф, с увеличением угла усилие закручивания возрастает, и устройство 20 закручивания проволоки и мундштук 3 образуют .механизм 47 колебаний (вращения) конца проволоки, являющегося плавящимся электродом, который подключен к источнику пи- тания с помощью устройства 48.
Устройство для сварки с колебаниями электрода работает следующим образом.
При вьЕполнении сварки корпус 1 переРасположенная за устройством раскручивания рамка 22 с барабаном 28 не препятствует закручиванию проволоки 15. так как вращается вместе с проволокой в ту же сторону. Вращение рамки не влияет на раскручивание барабана с запасом проволоки, так как проволока проходит через внутреннюю полость полуоси 23. Для устранения нагрузки с фрикционного барабана при
20
мещают вдоль стыка свариваемых деталей. закручивании проволоки рамка 22 вранаа- В зону сварки с помощью механизма 19 по-
дачи подают присадочную проволоку 15. Одновременно с продвижением проволоки происходит ее закручивание устройством 20. Закручивание проволоки осуществляется за счет момента закручивания, создаваемого приводом 33 при фрикционном зацеплении цилиндра 36 с проволокой. На длине L проволоки между устройством 20 закручивания и механизмо.м 19 подачи образуется упруго закрученный отрезок. За пределами механизма 19 подачи в сторону мунд- птука 3 раскручиванию проволоки 15 препятствует S-образно изогнутый мундщтук 3. Из-за перегиба проволоки в мундштуке и увеличения сопротивления вращения мунд25
ется с помощью привода 30. Это позволяет изменять усилия закручивания при регх лп- ровке работы устройства закручивания. Предлагаемое устройство по сравнению с известным более просто в изготовлении и эксплуатации, ко.мпактно, что позволяет lun- роко применять его в самых разнообразных технологических условиях как в системах автоматической сварки, так и в полуавтоматической, в том числе при сварке в стесненных условиях и стыков с различным пространственным расположением. Благодаря отдельному расположению сварочной головки от приводных систем и ее нод- вижности относительно корпуса обеспечивается удобная ориентация горелки отноштук 3 начинает вращаться в корпусе го- зо сительно оси щва. Предлагаемое устройство релки t вокруг оси ОО . При этом конец электрода и сварочная головка начинает coBepnjaTb круговые колебания по траектории , и вращения головки вокруг оси не происходит, так как 3, закреплен в корпусе и головке с возможностью 35 свободного поворота. Устройство закручивания проволоки обеспечивает как улучшение продвижения проволоки по каналу, так и вращения мундщтука, который является также для проволоки узким каналом
универсально и легко может быть изготовлено для самых различных сварочных систем путем неслол ной переделки существующего оборудования.
Формула изобретения
Устройство для сварки с колебаниями электрода, содержащее корпус, сварочную головку, приводной механизм колебаний горелки, отличающееся тем, что, с целью
продвижения. Канал 16 спирального кабеля обеспечения возможности сварки в трудно- имеет диаметр, близкий к диаметру проволо- доступных местах путем уменьшения габаки, поэтому образование витков спирали не возникает. В.место этого происходит осевое проталкивание упруго закрученной прово- . юки по осево.му каналу и ее вращение вокруг своей оси. В RS-образном мундштуке, представляющем собой как бы продолжение «канала, исключается вращение упруго закрученной проволоки вокруг своей оси. Здесь сказываются эффект З-оиразного изгиба, затрудняющий кручение проволоки вокруг своей оси, а также увеличивающиеся силы трения, необходимые для достаточного электрического контакта. Эффект S-образного изгиба, препятствующий кручению проволоки вокруг собственной оси, объясняется тем, что, в зоне изгиба (колена) проволоки момент закручивания должен быть увеличен на
45
50
55
ритов и веса устройства, оно снабжено S-об- разным мундштуком, связанным одним концом с корпусом, а другим - со сварочной головкой и установленным с возможностью поворота в корпусе и в сварочной го. ювке, механизмом подачи присадочной проволоки, выполненным в виде крестообразно расположенных роликов, поворотной рамкой с опо- ра.ми, одна из которых выполнена с ка- на.чом для направления присадочной проволоки, и барабаном для намотки проволоки, установленным перпендикулярно к оси канала для направления присадочной проволоки, приводной механизм колебаний выполнен в виде двух цили}1дров с фланцами, которые соединены между собой, а полости цилиндров заполнены фрикционной набивкой.
величину, достаточную для распрямления проволоки. Это «добавочное увеличение момента используется в устройстве для вращения мундщтука и далее для колебаний электрода.
Расположенная за устройством раскручивания рамка 22 с барабаном 28 не препятствует закручиванию проволоки 15. так как вращается вместе с проволокой в ту же сторону. Вращение рамки не влияет на раскручивание барабана с запасом проволоки, так как проволока проходит через внутреннюю полость полуоси 23. Для устранения нагрузки с фрикционного барабана при
закручивании проволоки рамка 22 вранаа-
0
закручивании проволоки рамка 22 вранаа-
5
ется с помощью привода 30. Это позволяет изменять усилия закручивания при регх лп- ровке работы устройства закручивания. Предлагаемое устройство по сравнению с известным более просто в изготовлении и эксплуатации, ко.мпактно, что позволяет lun- роко применять его в самых разнообразных технологических условиях как в системах автоматической сварки, так и в полуавтоматической, в том числе при сварке в стесненных условиях и стыков с различным пространственным расположением. Благодаря отдельному расположению сварочной головки от приводных систем и ее нод- вижности относительно корпуса обеспечивается удобная ориентация горелки относительно оси щва. Предлагаемое устройство
универсально и легко может быть изготовлено для самых различных сварочных систем путем неслол ной переделки существующего оборудования.
Формула изобретения
5
0
5
ритов и веса устройства, оно снабжено S-об- разным мундштуком, связанным одним концом с корпусом, а другим - со сварочной головкой и установленным с возможностью поворота в корпусе и в сварочной го. ювке, механизмом подачи присадочной проволоки, выполненным в виде крестообразно расположенных роликов, поворотной рамкой с опо- ра.ми, одна из которых выполнена с ка- на.чом для направления присадочной проволоки, и барабаном для намотки проволоки, установленным перпендикулярно к оси канала для направления присадочной проволоки, приводной механизм колебаний выполнен в виде двух цили}1дров с фланцами, которые соединены между собой, а полости цилиндров заполнены фрикционной набивкой.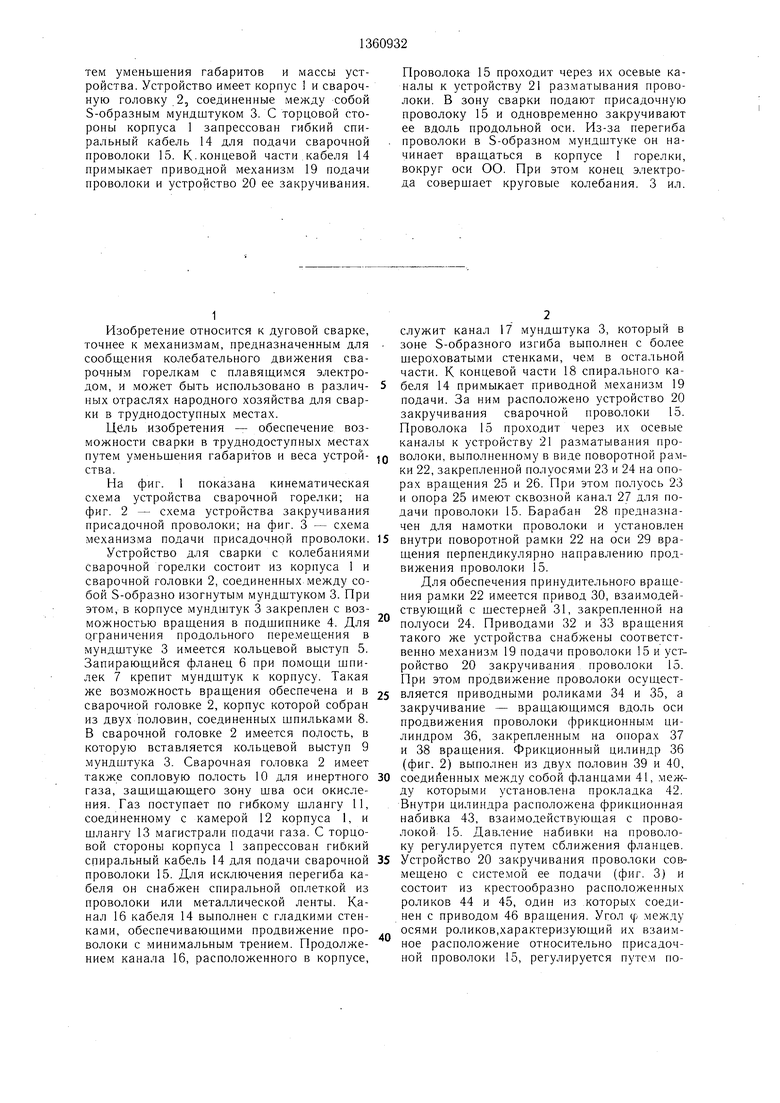
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1978 |
|
SU749605A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Устройство для газоэлектрической сварки | 1972 |
|
SU468724A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1978 |
|
SU766793A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
Изобретение относится к дуговой сварке, точнее к механизмам, предназначенным для .сообщения колебательного движения сварочным горелкам с плавящимся электродом, и может быть использовано в различных отраслях народного хозяйства для сварки в труднодоступных местах. Целью изобретения является обеспечение возможности сварки в труднодоступных местах пу19 сл со Ci о со оо ю i сборочный ntai
./
:
V6
| Лабораторный станок для подготовки бабочек тутового шелкопряда к анализу на споры пебрины | 1950 |
|
SU95741A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
