со своими кр анами 17 « 18 управлеиия магистралями 19-26, а также с выхлопным 12 и напорным 11 трубопроводами. Подводящий аневмоцилиндр 7 вертикалыного прижима 5 связан магистралями 27-30 с 5 пневмодатчиком 31 и управляемым клаланом 32, а магистралями 33 и 34 - с ручным краном 35 управления. Зажимной ЛневМОцилиндр 9 связан магистралями 36-38 с пневмодатчиком 39, магист- Ю раля.ми 40 и 41-с пневмодатчиком 42, который -связан -магистралью 43 с управляемым клапаном 32, ма1гистралью 44 - с пневмодатчижом 39, .магистралью 45 - с лневмодатчиком 31 и магистралью 46-с краном 47 управле- 15 ния и напорным трубопроводом 11. Кран 47 управления связан магистра1ЛЯ|МИ 48 и 49 с пнев-моцил-индром 9, магистралью 50 - с глушителем 51 и магистралью 52 - с пнев-модатчиком 31. Магистраль 53 связывает пневмо- 20 датчик 39 с управляемым клапаном 32. Ручной кран 35 связан с напорным трубопроводом II магистралями 54 и 23, а с выхлопным трубопроводом 12 - магистралями 55 и 24. Магистраль 44 соединена с дополнительным напор- 25 нь1Йтр5бЬп;|59во;ц.ом 56. Аналогичные связи и пневмо гшаратуру имеют пневмоцилиндры ве1ртикального прижима 6 с ручным краном 57 управлвни . V Сборочно-Оварочный стенд работает следую- 30 ш,им образом. Соби1раемые части 58-61 изделия укладывают на .ложементы 2 станины 1 и последовательным inoBOipOTOM ручных кранов 17, 35, 57, 18 пожимают их. При повороте крана 17 воздух из напорного трубопровода И через краны 13-15 по магистралям 23 и 20 поступает во лвештоковую полость цили|ндра гор.изонтально1го зажима 3. Штоковая полость цилиндра соединяется с выхлопным трубопроводом 12 через краны 13- 15 магистралями 24 и 19. Аналогично выполняется управление работой горизонтального зажима 4. Пневмоцилинд ры 7 и 9 вертикального прижима 5 работают последовательно. Сначала при прижиме работает подводящий пиевмоцилиндр 7, затем зажимной пневмоцилиндр 9. При отжиме последовательность обратная. 50 Для прижима 5 при выполнении первой oneрации поворачивают ручной кран 35 управления и напорный трубопровод 11 через К|раны 13-15 1ПО магистралям 23, 54 и 29 соединяется со штоковой полостью пневмоцилиндра 7, а его 55 внештоковая полость соединяется через магистрали 27 и 28, управляемый клапан 32 и магистрали 33, 34, 55 и 24 с выхлопным трубопроводом 12 по команде пневмодатчика 39, связанного с управляющим клапаном 32 ма- 60 гистралью 53. Эта команда подается, так как рычаг 10 находится в верхнем незажатом положении, и штоковая полость пневмодилиндра 9 находится под давлением от напорного трубопровода 11 через кран 47 управления и ма- 65 35 45 гистрали 48, 36. Когда пневмоцилиндр 7 подводит рычаг 10 для зажима, в нем повышается давление, что даеткоманду пневмодатчику 31 по магистралям 29 и 30, в результате чего напориый трубопровод 11 будет связан с краном 47 управления по трубопроводу 56 и магистрали 45 через пнев1модатчи1к 31 по Магистрали 52. При этом кран 47 управления соединит напорный трубопровод 11 ic внештоковой полостью пневмоцилпидра 9 трубопроводом 56 и магистралями 46, 49, 38 и 37, а выхлопной трубопровод 12 - со штоковой полостью иневмоцилиндра 9 по магистралям 36, 48, 50 и через глушитель 51. Поюле срабатывания пневмоцилвндра 9, зажавшего изделие, павысившееся давление во внештоковой полости, распространившись по магистрали 41 посредством пневмодатчика 42 по трубопроводу 56 и магистралям 44 и 43, закроет клапан 32. Аналогично выполняется управление работой вертикальнаго прижима 6 ручным краном 57 управления. Таким образом собираемые части изделия зажаты и можно производить сварку. По окончании сварки производится одновременный отвод всех зажимных устройств. Это выполняется поворотом одного из ручных кранов 13-15 управления, расположенных вдоль стенда. В этом случае один из кранов управления меняет направление движения воздуха, и напорный трубопровод 11 соединяется с штоковой полостью пневмоцилиндра зажима 3 магистралями 24 и 19, а выхлопной трубопровод 12 соединяется с внештоковой полостью магистраля1ми 23 и 20. Одновременно штоковая полость пневмоцилиндра 9 соединяется с напорным трубопроводом 11 через трубопровод 56, магистраль 46, кран 47 у1пра1вления, магистрали 48 и 36 в связи с тем, что давление поступает от напорного трубопровода 11 через один из ручных кранов 13-15 управления по магистралям 24 и 55, далее через кран 35 управления, магистрали 34 и 33 и переключает кран 47 управления. Последний соединяет внештоковую полость пневмоцилиндра 9 с выхлопным трубопроводом через магистрали 37, 38, 49, 50 и глушитель 51. После подъема рычага 10 повышается давление в штоковой полости пневмоцилиндра 9, в магистрали 36 срабатывает пневмодатчик 39, который соединяет магистраль 53 с напорным трубопроводом 11 через магистрали 56 и 44. Открывается клапан 32 управления, и внештоковая полость пневмоцилиндр 7 соединяется с напорным трубопроводом 11 через один из ручных кранов 13-15 управления, м.атистрал-и 24, 55, 34, 33, клапан 32 и магистрали 28 и 27. Штоковая полость соединяется с выхлопным трубопроводом 12 через магистраль 29, кран 35, магистрали 54, 23 и один из кранов 13-15. Таким образом все прижимы и зажимы отведены, и стенд готов к съему собранного изделия и загрузке деталей другого изделия.
Предмет изобретения
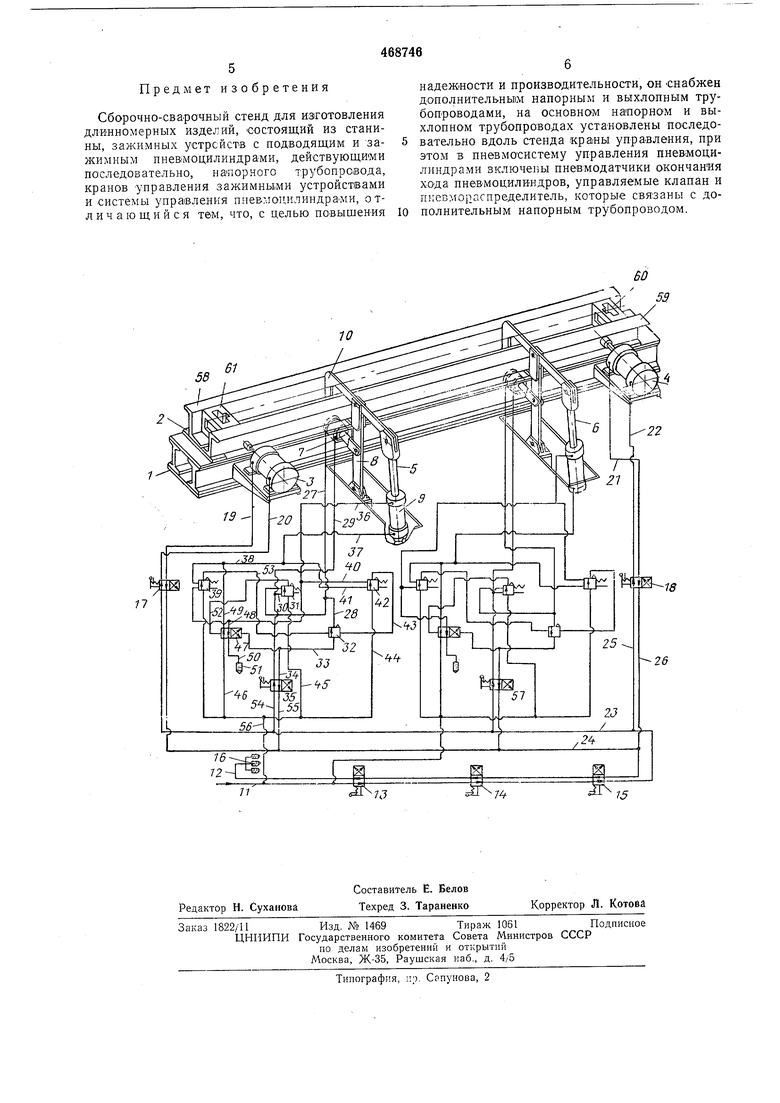
Сборочно-сварочный стенд для изготовления длинномерных изделий, состоящий из станины, зажимных устройств с подводящим и зажимным пнев;моцилиндра-ми, действующими последовательно, напорного трубопровода, кранов управления зажимнЫ(МИ устройствами и системы управления пневмоцклиндраМИ, отличающийся тем, что, с целью повышения
надежйости и производительности, он снабжен дополнительный напорным и выхлопным трубопроводами, на основном напорном и выхлопном трубопроводах установлены последовательно вдоль стенда краны управления, при этом в пневмосистему управления пневмоцилиндрами включены пневмодатчики окончания хода пневмоцилиндров, управляемые клапан и пкевмор.аспределитель, которые связаны с дополнительным напорным трубопроводом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки проката | 1985 |
|
SU1288031A1 |
| Пневмопривод | 1990 |
|
SU1836588A3 |
| Установка для исследования пневмогидравлической рессоры | 1973 |
|
SU556368A1 |
| Кран-манипулятор | 1984 |
|
SU1278293A1 |
| Ручное устройство для сборки | 1987 |
|
SU1447515A1 |
| Устройство для подачи заготовок | 1980 |
|
SU895616A1 |
| Устройство для регулирования усилия прижима прикатного ролика к оправке | 2020 |
|
RU2735286C1 |
| ГИДРОПРИВОД РАЗВОРОТА ЗАДНИХ КОЛЕС | 2001 |
|
RU2211778C2 |
| Исполнительный гидравлический механизм | 1988 |
|
SU1581878A1 |
| МЕХАНИЗМ УПРАВЛЕНИЯ СТУПЕНЧАТОЙ КОРОБКОЙ ПЕРЕМЕНЫ ПЕРЕДАЧ | 1972 |
|
SU354946A1 |
