1
Изобретение относится к области обработки металлов резанием и найдет применение при нарезании многозаходных резьб со снятием задней фаски.
Известны способы обработки резьбовых деталей, заключающиеся в многопроходном нарезании резьбы и снятии задней фаски.
Фаску снимают после окончательной обработки резьбы, в результате чего концы витков резьбы деформируются, что устраняется последующей притиркой.
Предлагаемый способ отличается .от известных тем, что после каждого прохода резца по винтовой канавке снимают заднюю фаску путем кратковременного останова инструмента при его возвратном ходе.
Этим повышается качество резьбы при автоматическом цикле ее обработки.
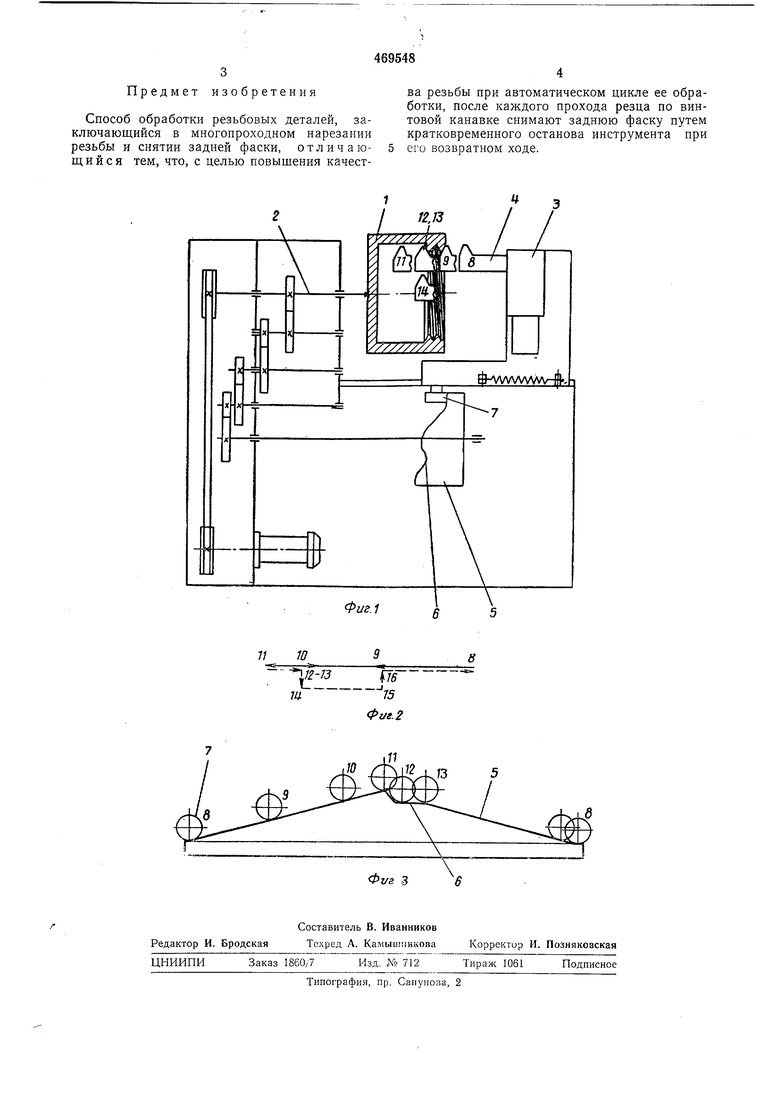
На фиг. 1 изображена кинематическая связь суппорта со щиинделем станка; на фиг. 2 - циклограмма движения резца; на фиг. 3 - развертка винтового кулачка.
Детали 1, установленной на шпинделе 2, сообщают вращательное движение. Суппорт 3 с резцом 4 перемещают от кулачка 5, образуя винтовые канавки на обрабатываемой детали 1. Кулачок 5 выполнен с профилирующей канавкой 6. Положение резца 4 (фиг. 1) относительно обрабатываемой детали 1 соответствует положению ролика 7, контактирующего с кулачком 5.
Цикл обработки винтовой канавки на каждом заходе и на каждом проходе включает следующие переходы:
8-9 - подвод резца 4 к обрабатываемой детали 1;
9-10 - нарезание винтовой канавки;
10--11 - выбег резца 4.
Далее происходит перемещение резца 4 в обратную сторону и на пути 11 -10 ролик западает в профилирующую канавку, резец останавливается. Задняя кромка резца 4 касается обрабатываемой детали 1. Этот момент регулируют перемещением резца 4. На переходе 12-13 резец остается неподвижным на обратном ходе суппорта за счет выполнения профилирующей канавки иа винтовом кулачке, а обрабатываемую деталь 1 продолжают вращать, она за это время делает один или два оборота, благодаря этому образуете кольцевая канавка. Такую кольцевую канавку образуют на каждой подаче и на каждом ходе. Таким образом, после каждого выхода резца 4 образуемый заусенец зачищают и снимают фаску. Из положения 13 резец отводят в поперечном направлении в положение 14 и после перехода 14-15 возвращают в исходное положение 16, а затем в положение 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Устройство для автоматического нарезания резьбы на токарном станке | 1979 |
|
SU770692A1 |
| Переносной токарный станок для обработки концов труб | 1988 |
|
SU1636129A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |