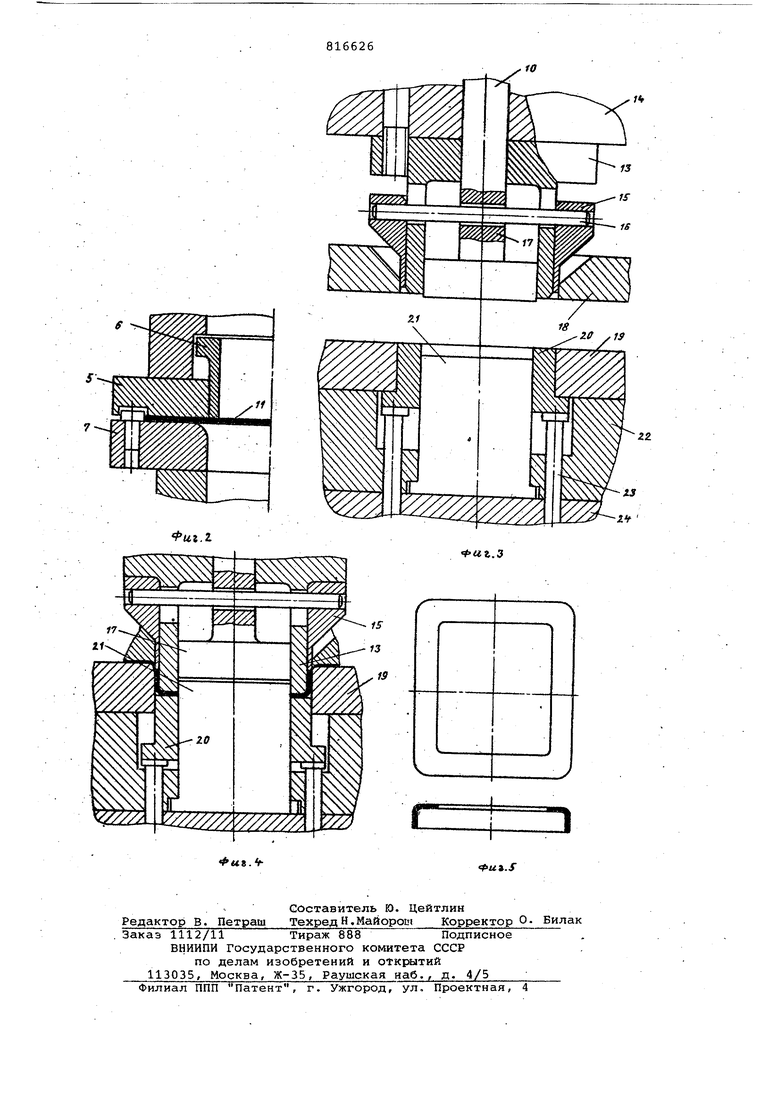
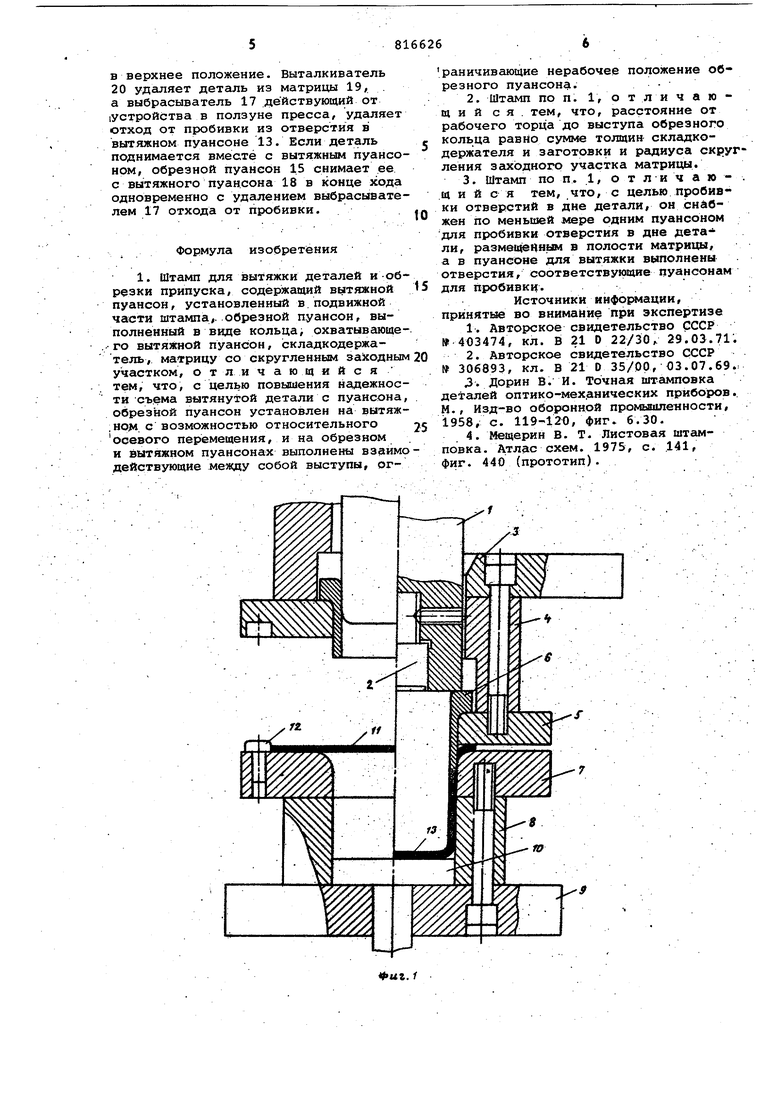
(54) ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ И ОБРЕЗКИ ПРИПУСКА установленный в подвижной части штампа, обрезной пуансон, выполненный -в виде кольца, охватываквдего вытяжной пуансон, складкодержатель и матрицу со скругленным заходным частком С4 . Недостатком этого штампа также является недостаточно надежный съем вытянутой детали с вытяжного пуансона и отсутствие средств, обеспечивающих пробивку отверстий в дне. Цель изобретения - повышение надежности съема вытянутой детали с вы тяжного пуансона. : Указанная цель достигается тем, что обрезной пуансон установлен на . вытяжном с возможностью относительно го осевого перемещения и на обрезном и вытяжном пуансонах выполнены взаимодействующие между собой выступы, ограничивающИе нерабочее положение обрезного пуансона. Расстояние от рабочего, тйрца до выступа обрезного кольца равно сумме толщин складкодержателя и заготовки и радиуса скругления заходного участ ка матрицы. Кроме того, штамп снабжен по мень шей мере с одним пуансоном для пробивки i отверстия в дне детали, размещенным в полости матрицы., а в пуансо не для вытяжки рыполнены отверстия, соответствующие-пуансонам для пробивки. На фиг. 1 изображен штамп для вытяжки и-обрезки в верхнем положении на фиг. 2 - то же, в нижнем положении на фиг. 3 - штамп для вытяжки,. И обрезки, снабженный пуансоном для пробивки, в BepXHfeM положении на фиг. 4 - тоже, в нижнем положении на фиг 5 - готовая деталь с отверс тием в дне, в двух проекциях. Штамп для вытяжки (Фиг. 1, 2) со держит пуансонодержатель 1, диаметр которого несколько больше прикреплё ного к нему вытяжного пуансона 2, верхнкно плиту 3 и обойму 4, к котор прикреплен складкодержатель 5. Внут ри обоймы 4 помещен обрезной пуансон, выполненный в виде кольца 6, внутренний диаметр которого равен д аметру вытяжного пуансона 2,а наружны диаметр равен диаметру вытяжной матри 7.Матрица 7 укреплена на обойме 8, со единенной с нижней плитой 9. В обой Ме 8 находится выталкиватель 10, пр водимый в действие устройством в столе пресса {не показано). Для фик сации заготовки 11 служат фиксаторы 12. I ., Штамп работает следующим образом При включении пресса на рабочий ход вначале опускается прижимной по зун (не показан), а с ним верхняя плита 3 со складкодержателем 5 и об резным кольцом 6. Послетого как складкодержатель 5 прижмет заготовку 11, обрезное кольцо занимает положение, показанное на чертеже. Затем начинается рабочий ход вытяжного ползуна (не показан), и пуансонодержатель 1с пуансоном 2 производит вы гяжкудетали (Фиг. 1 слева от оси). В конце хода вытяжного ползуна торец пуансрнодержателя 1 доходит до верхней плоскости обрезного кольца 6 и опускает его вместе с пуансоном 1, в результате чего припуск по борту детали 13 отделяется от нее (фиг. 1, справа от оси). При обратном ходе вытяжного ползуна пуансонодержатель 1 с пуансоном 2 поднимаются, а обрезное кольцо 6 доходит до уступа в обойме 4 и останавливается. Пуансон 2 продолжает подниматься, вследствие чего деталь 13 снимается с пуансона. Отход от обрезки остается лежать на матрице 7.. Если деталь н.е .поднимается вместе с пуансоном, ее удаляет из матрицы рыталКиватель 10. ,. Штамп может .быть применен для вытяжки и обрезки цилиндрических деталей, а также для вытяжки деталей с некруглыми очертаниями в плане, например коробчатых. В соответствии со вторым вариантом выполнения штамп (фиг . 3, 4) содержит вытяжной пуансон 13, прикрепленный к верхней плите 14 блока (не показан). На вытяжной пуансон 13 надет обрезной пуансон 15, соединенный штифтом 16 со штоком выбрасывателя 17. К верхней плите присоединен ступенчатыми винтами (не показаны) подпружиненный прижим 18. В нижней части штамп содержит вытяжную матрицу 19, выталкиватель 20, пуансон 21 для пробивки, сидящий в пуансонодержателе 22 и приводимый в действие стержнями 23, нижние торцы которых . упираются в диск буферного устройства (не показано),.примыкающего к нижней плите 24 блока в отверстии вытяжного пуансона 13 размещен выбрасыватель 17. Штамп работает следующим образом. Заготовку (полосу или ленту) укладывают на нижнюю часть штампа и фиксируют, например, упором (не показан) . При рабочем ходе ползуна пресса верхняя часть штампа опускается на з аготовку, и прижим 18 останавливается. Вытяжной пуансон втягивает в матрицу 19 обусловленную часть материала заготовки, а обрезной пуансон 15 отделяет ее от отхода, находящегося под прижимом 18, одновременно пуан-сон 21 для пробивки образует в дне детали отверстие. При этом выбрасыватель 17 и обрезной пуансон 15 занимают крайнее верхнее положение (фиг. 4). При обратномходе ползуна пресса верхняя часть штампа возвращается в верхнее положение. Выталкиватель 20 удаляет деталь из матрицы 19, . а выбрасыватель 17 действующий от |устройства в ползуне пресса, удаляет отход от пробивки из отверстия в вытяжном пуансоне 13. Если деталь поднимается вместе с вытяжным пуансо ном, обрезной пуансон 15 снимает ее с вытяжного пуансона 18 в конце хода одновременно с удалением выбрасывате лем 17 отхода от пробивки. Формула изобретения 1. Штамп для вытяжки деталей и об резки припуска, содержащий ВЕЛТЯЖНОЙ пуансон, установленный в подвижной части штампа,, обрезной пуансон, выполненный в виде кольца; охватывающе го вытяжной пуансон, складкодержатель, матрицу со скругленным заходным участком, отличающийся тем, что, с целью повышения надежнос ти съема вытянутой детали с пуансона обрезной пуансон установлен на вытяж , ном. с возможностью относительного осевого перемещения, и на обрезном и вытяжном пуансонах выполнены взаимо действующие между собой выступы, ограничивающие нерабочее положение обрезного пуансона. 2. Штамп по п. 1, о т ли ч а ю щ и и с я . тем, что, расстояние от рабочего торца до выступа обрезного кольца равно сумме толщин складкодержателя и заготовки и ргщиуса округления захЬдногр участка матрицы. 3. Штамп по п. 1, о т ли ч а ю - . щ и и с я тем, что, с целью пробивки отверстий в дне детали, он снабжен по меньшей мере одним пуансоном для пробивки отверстия в дне дета ли, pasMeuteHH M в полости матрицы, а в пуансоне для вытяжки выполнены отверстия, соответствующие пуансонам для пробивки.. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №403474, кл. В 21 О 22/30 29.03.. 2.Авторское свидетельство СССР № 306893, кл. В 21 D 35/00, 03.07.69.3.Дорин В. И. Точная штамповка деталей оптико-мех.анических приборов. М., Изд-во оборонной промышленности, 1958, с. 119-120, фиг 6.30. 4.Мещерин В. Т. Листовая штамповка. Атлас схем. 1975, с. 141, фиг. 440 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для вытяжки и обрезки края | 1980 |
|
SU884796A1 |
| Штамп для вытяжки и обрезки припуска | 1979 |
|
SU933163A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп для вытяжки и обрезки | 1975 |
|
SU645730A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп комбинированный | 1983 |
|
SU1323171A1 |