Изобретение относится к устройствам для автоматической сварки цилиндрических пересекающихся изделий и может быть использовано при изготовлении различных сосудов и деталей трубопроводов.
Цель изобретения - упрощение конструкции и повышение точности слежения по свариваемому шву.
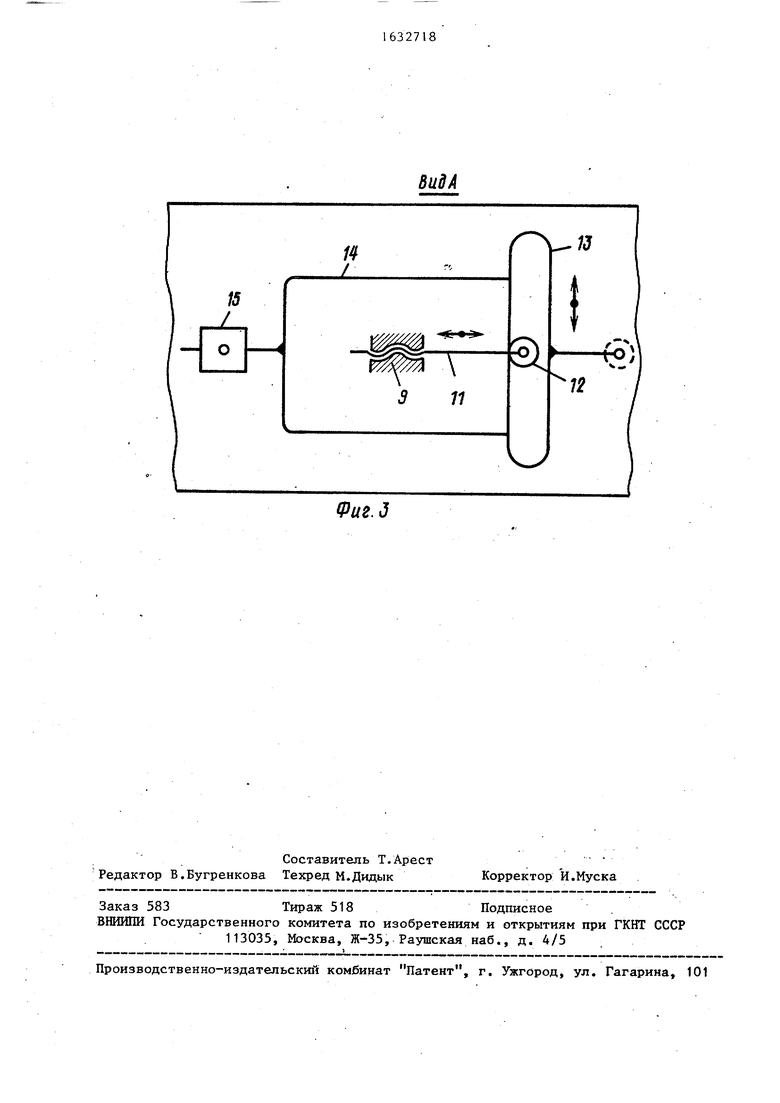
На фиг.1 представлено устройство, общий вид; на фиг.2 - кинематическая схема устройства; на фиг.З - вид А на фиг.2.
Устройство содержит сварочную головку 1 с мундштуком, привод его поворота, состоящий из вращающейся плоскости 2, на которой установлен и закреплен электродвигатель 2 с червяком 4 в опорах и червячным колесом 5, которое установлено и жестко зак- реплено. на вертикальной стойке 6, связанный муфтой 7 с механизмом 8 закрепления. На этой же стойке установлена и плоскость 2 на радиально упорных подшипниках, и регулируемая винтовая пара 9, имеющая регулировочный микрометрический винт 10 кривошипа 11 кулисного механизма слежения, состоящего из ролика 12 и кулис 13, которая жестко закреплена на тяге 14, один конец которой свободно проходит в направляющей 15, закрепленной на плоскости 2, а другой загнутый конец тяги 14 проходит через втулку 16, шарнирно связанную с шар- нирно-рычажным параллелограммным механизмом, состоящим из плеча 17, шарнирно связанного с регулируемыми рычгами 18 с регулируемой винтовой обоймой 19 с винтом 20, шарнирно закрепленной на стойке 21, второй регулируемый рычаг 22 параллелограмма одним концом связан с регулируемой винтовой обоймой 23 с винтом 24,
0
5
0
5
0
5
0
5
закрепленной на стойке 25, а второй конец свободно проходит во в тулке 16.
Ползун 26 жестко соединен со штангой 27. свободно проходящей через регулируемую крестовину 28 с винтом 29, закрепленную посредством направляющей 30 на плоскости 2, и втулку 31 с винтом 32, на втором конце штанги 27 закреплена цапфа 33 и обойма 34 с регулировочным винтом 35, при этом в обойму 34 вставляют сварочную головку 1 автомата.
Свариваемое изделие 36 закрепляется в кондукторе 37. При обходе сварочной головки по контуру пересечения двух цилиндров изделия образуется сварной шов 38.
Устройство работает следующим образом.
Производят настройку кривошипа 11 с роликом 12 с помощью винтовой пары 9 и винта 10 на величину размера R. С помощью винтовых обойм 19 и 23, винтов 20 и 24 осуществляют настройку рычагов 18 и 22 на размер R, a при помощи крестовин 28 втулки 31, обоймы 34 и винтов 29 32, 35 осуществляют настройку сварочной головки 1 на указанные выше размеры.
Включают электродвигатель 3, Начинает вращаться червяк 4 с угловой скоростью СО по заданной программе. Червяк 4 обегает червячное колесо 5, которое неподвижно закреплено на стойке 6 механизма 8 закрепления. При своем вращении червяк 4 увлекает во вращательное движение плоскость 2. которая, вращаясь, приводит в поступательное движение тягу 14 кулисного
механизма слежения, которая перемещается вдоль вращающейся плоскости 2. Перемещаясь вместе с /шоскостью 2.. . кривошип 11 воздействует на ролик
12, который перемещается в пазу кулисы 13, тем самым воздействует на тягу 14, которая связана с кулисой 13. Тяга 14 свободно перемещается в направляющей 15 и взаимодействует с шар- нирно-рычажным механизмом параллелограмма через втулку 16, при этом пол-. зун 26, который кинематически связан с плечом 17 механизма параллелограмма, совершает плоско-параллельное движение, воздействуя на штангу 27 и сообщая ей вертикальное перемещение вместе с втулкой 31 цапфы 33 и обоймой 34
34 головки 1 сварочного автомата, установленных на другом конце штанги 27.
При этом свариваемое изделие 36 остается неподвижным в кондукторе 37. а головка 1 сварочного автомата участвует в сложном перемещении, обегает линию пересечения двух цилиндров свариваемого изделия 36, Образуя сварной шов.
Зависимости между углом и координатами X,Y,Z и размерами соединяемых элементов R j и R определяющим положение точки на линии пересечения двух цшп-чдров, имеют вид.:
X у R4sin4 ;
186
dlf -R«siitf; qr Rrcos4 ;
dZ .M-Sini f
dlf 2 R2-R2.cos2V
-гт ..
4
1Р2 +
1К (R2, -R2 , со)
(2)
Из условия задания постоянной скорости V обхода сварочного автомата по стыку угловая скорость движения механизма составляет
dS/d4 Rr const;
25
v- .R,,
CJ
R
R sin224
R + (
(3)

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Установка для дуговой сварки внутренних кольцевых швов труб | 1988 |
|
SU1551500A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ЭЛАСТОМЕРНЫХ ПОДШИПНИКОВ | 2021 |
|
RU2767596C1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1984 |
|
SU1186447A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей | 1980 |
|
SU941124A2 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |

Изобретение относится к устройствам для автоматической сварки цилиндрических пересекающихся изделий и может быть использовано при изготовлении различных сосудов и деталей трубопроводов. Цель изобретения - упрощение конструкции и повышение точности слежения по свариваемому
-Гч-ц
COS2f
(1)
АУ. 1) 4) где 69ср V/R(;
UOD
Ri
JR2 +Rl sin2 2ЧУ4(R|-R2 cos2tf
-
R
Cp HR2
UOD где V - средняя скорость перемещения сварочной головки; средняя угловая скорость; радиусы малого и большого размера труб;
дополнительная .угловая скорость перемещения сварочного аппарата.
Устройство экономически целесооб- разно сравнительно просто в эксплуатации, компактно, позволяет автоматически осуществлять сварку швов по линии пересечения двух цилиндров с ,a дополнительная угловая скорость .составляет
Ri
n2 2ЧУ4(R|-R2 cos2tf
- О, (5)
заданной По программе постоянной скоростью и с обеспечением высококачественной сварки.
Формула изобретения
Устройство для автоматической сварки швов по линии пересечениядвух цилиндров, содержащее сварочную головку с мундштуком,1механизм закрепления устройства на изделии С верти- . калькой стойкой, механизм поворота сварочной головки, выполненный в виде вращШшцёися посредством радиальноупорных подшипников соосно вертикаль- ной стойке плоскости, закрепленного на плоскости привода вращения и зубчатого колеса, неподвижно закрепленного на вертикальной стойке, а так- же механизм слежения по линии пересечения двух цилиндров, отличающееся тем, что, с целью упрощения конструкции и повышения точности слежения по свариваемому шву, механизм слежения по линий пересечения двух цилиндров выпочнен в виде кулисы, закрепленной на тяге со свободно перемещающейся по ней втулкой, У кривошипа, соединенного посредством регулируемой винтовой пары с вертикальной стойкой и посредством ролика - с кулисой, неподвижно закрепленной на плоскости направляющей и шарнирно-рычажного параллелограм- много узла с регулируемыми рычагами,
16327188
шарнирно соединенными посредством регулируемых обойм со стойками, неподвижно закрепленными на плоскости, шарнирно соединенными с регулируемыми рычагами плечом, ползуном, штангой, неподвижно закрепленной на плоскости посредством опор крестовиной и цапфой, привод вращения выполнен в
JQ виде электродвигателя и червяка, а зубчатое колесо изготовлено с червячным зубом, при этом тяга подвижно размещена в направляющей, втулка шарнирно соединена с плечом, ползун раз15 мещен подвижно на плече и шарнирно соединен со штангой, штанга подвижно размещена в крестовине, цапфа подвижно размещена на штанге с возможностью фиксации, сварочная головка
20 размещена в цапфе, а червяк установлен в контакте с червячными зубьями неподвижного зубчатого колеса.
ZMK
7&7
V
1Y77/77/f77/777///.
& NVs
37
Фиг. 2.
16
26
П
32
П I
Фиг.З
13
11
@j
0
12
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ШВОВ ПО ЛИНИИ ПЕРЕСЕЧЕНИЯ ДВУХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 0 |
|
SU315534A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
