1
Изобретение может быть использовано в авиационной, судостроительной и других отраслях промышленности.
Известны способы обработки линейчатых поверхностей деталей вращающимся цилиндрическим инструментом, прямолинейная режущая кромка которого контактирует с образующей линейчатой поверхности. Однако такие способы требуют для реализации сложного уникального пятикоординатного оборудования с программным управлением н не позволяют проводить обработку линейчатых поверхностей со значительным расстоянием между направляющими обводами.
Для сокращения количества управляемых координат оборудования и повышения производительности обработки длину инструмента выбирают большей длины детали и его концам сообщают одновременное независимое перемещение вдоль контура концевых сечений детали.
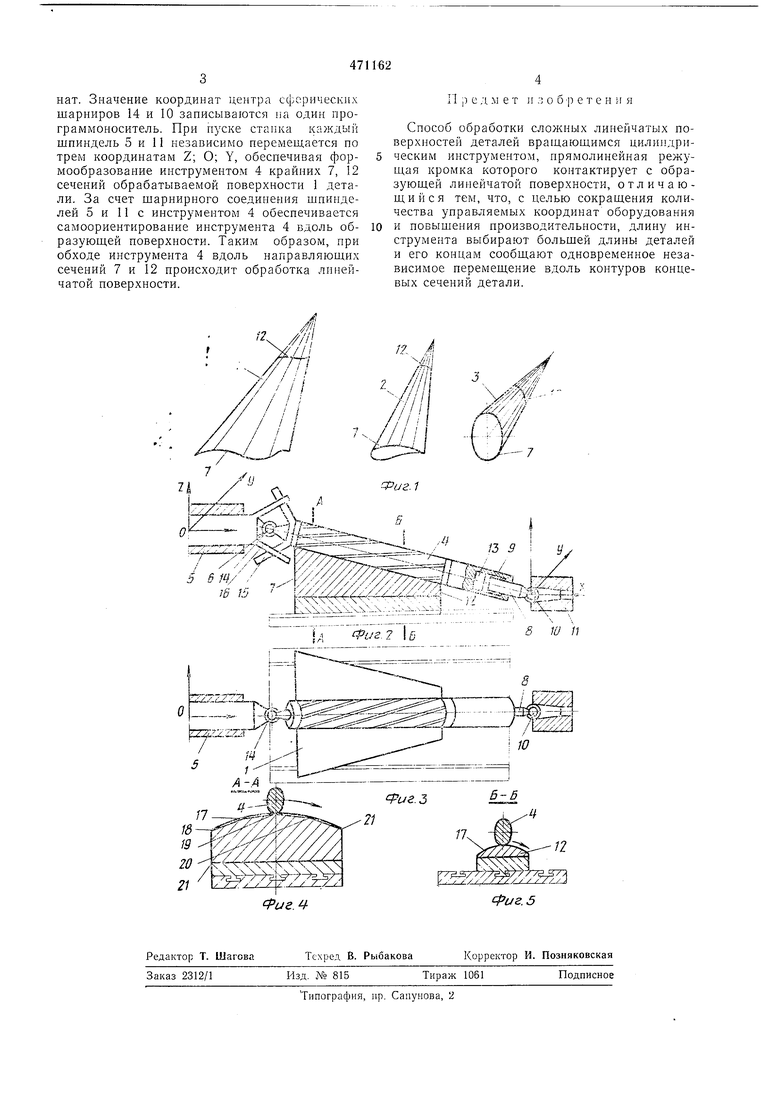
На фиг. 1 показаны примеры поверхностей, которые могут быть обработаны описанным способом; на фиг. 2 - схема реализации способа; на фиг. 3 - вид сверху на фигуру 2; на фиг. 4 - разрез по А-А на фиг. 2; на фиг. 5 - разрез по Б-Б на фиг. 2.
При обработке поверхности 1, 2 или 3 инструменту 4, закрепленному одним концом в
шпинделе 5 станка при помощи, например, пространственной рычажно-кулачковой муфты б, сообщается по программе перемещение вдоль корневого сечения 7. Второй конец инструмента при помощи штока 8, подпружиненного гибким элементом 9, закреплен через сферический шарнир 10 в шпинделе 11 станка и перемещается по программе вдоль корневого сечения 12. Шпиндели 5 и 11 станка с инструментом 4 перемещаются в нлоскости OY. Учитывая, что инструмент 4 имеет нри движении вдоль сечений 7 и 12 различные перемещения, в расточку 13 инструмента 4 вставлен подпрулсиненный гибким элементом 9 щток 8.
Пространственная рычажно-кулачковая муфта 6 состоит из сферического щарнира 14 и рычагов 15 и 16, передающих вращение инструменту 4 от шпинделя 5 станка.
Кривые 17 корневых сечений 7 н 12 аппроксимируются хордамн таким образом, чтобы хорда отклонялась от дуги ее стягивающей не более, чем на величину допуска обработки. Результатом аппроксимации являются опорные точки 18-20.
Из опорных точек 18-21 восстанавливают нормали к кривым корневых сечений. На них откладывают величину радиуса инструмента 4 и производят пересчет центра сферических шарниров 14 и 10 в этой же системе коорди
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Станок для обработки сферических поверхностей | 1980 |
|
SU889394A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Способ обработки линейчатых поверхностей и устройство для его осуществления | 1987 |
|
SU1523309A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ЛИНЕЙЧАТЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU381485A1 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Инструментальная головка | 1979 |
|
SU876327A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1999 |
|
RU2170649C2 |
