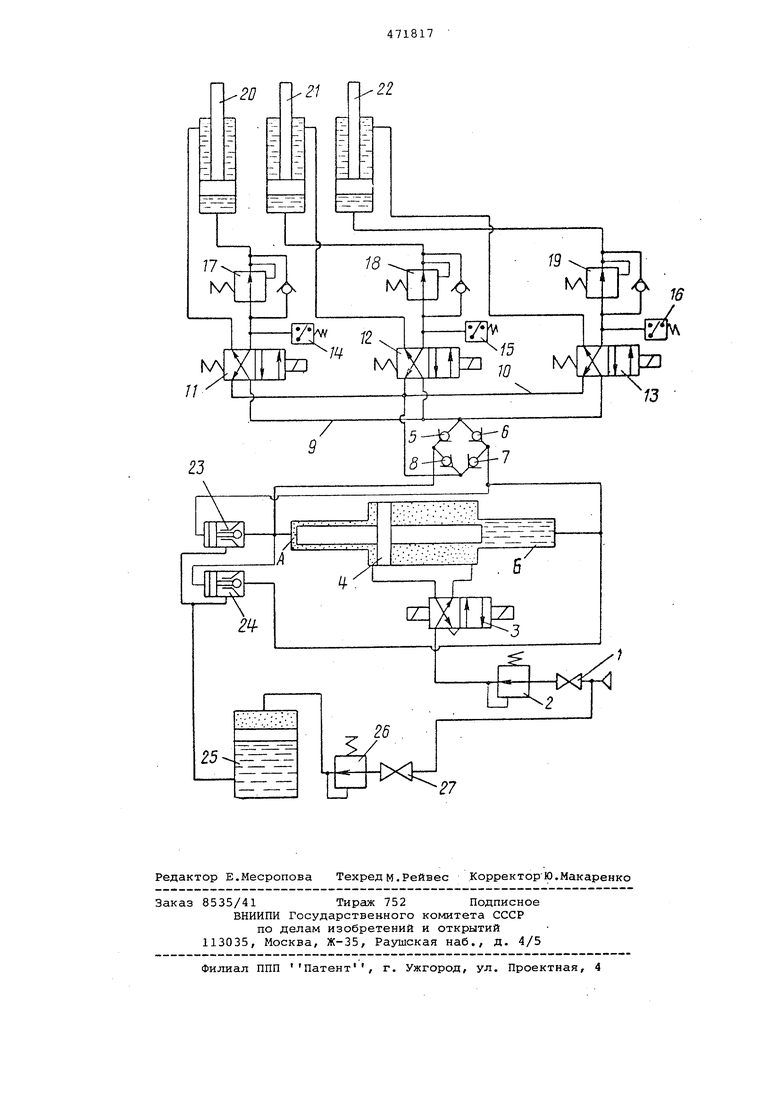
Изобретение касается автоматизации технологического оборудования и может быть использовано, в частности в -пневмогидравлических системах управления, многоточечных агрегатов контактной сварки. Известны гидроприводы с замкнутым кругом циркуляции рабочей жидкости между насосом и гидродвигателями и с пневмогидравлическим аккумулято- ром для подпитки линии низкого давления гидропривода. Целью изобретения является упроще ние гидропривода, повышение КПД, ста бильности давления в рабочих магистралях и улучшение качества процесса сварки. Для этого газовая полость аккумулятора подключена к тому же источник сжатого газа постоянного давления, например к сети, что и приводная пол лость пневмоприводного насоса гидропривода . te чертеже изображен предложенный гидпропривод. Он состоит из вентиля 1, пневморедуктора 2, запитанного от пневмосети и подключенного выходом к двухпозиционному четырехлинейному электропневмораспределителю 3, выходы которого соединены с пневмополостями пневмогидравлического мультипликатора 4. Гидрополости А и Б последнего включены в диагональ гидравлического моста, выполненного в виде обратных клапанов 5-8. Вторая диагональ моста соединена с напорной 9 и сливной LO магистралями исполнительной части гидропривода, включающей гидравлические распределители 11-13 (например двухпозиционные четырехлинейные, с. односторонним электроуправлением) , реле 14-16 давления, гидравлические редукторы 17-19 с обратными клапанами, выходы которых подключены к бесштоковым полостям исполнительных гидроцилиндров 20-22. Штоковые полости этих цилиндров соединены с соответствующими выходами. гидравлических распределителей 11-13. Схема компенсации разности объемов штоковых и бесштоковых полостей исполнительных гидроцилиндров включает управляемые клапаны 23 и 24,.выходы которых соединены соответственно с гидравлически1ия полостями А и Б пневмогидравлическ-ого мультипликатора 4, а входы - с выходом аккумулятора 25, вход которого через пневматический редуктор 2S и вентиль 27 подключен к пневмосети. Пневматическая и гидравлическая .полости аккумулятора 25 разделены подвижньом разделителем.
При открытии вентиля 1 сжатый водух через редуктор 2 поступает к электропневмораспределителю и далее в пневмополость (например правую) пневмогидравлического мультипликатора 4. Жидкость под давлением из гидравлической полости А мультипликатора нагнетается через обратный клапан 5 гидравлического моста в напорную магистраль 9 исполнительной части гидропривода на входы распределителей 11-13, последовательность срабатывания которых определяется соответствующими Сигналами электрической цепи управления. Необходимое давление в полостях исполнительных гидроцилиндров 20-22 определяется настройкой редукторов 17-19..Реле давления вьщают сигналы на регулятор циклов сварки после достижения установленного давления в исполнительных гидроцилиндрах (а следовательно заданного усилия сжатия электродов).
При перемещении поршней исполнительных гидроцилиндров 20-22 слив из нерабочих полостей осуществляется через соответствующие каналы гидрораспределителей 11-13 в сливную магистраль 10 и далее через обратный клапан 7 гидравлического моста гидрополость Б пневмогидравлическог мультипликатора 4. Компенсация возникающей разницы объемов штоковой и нещтоковой полостей исполнительных гидроцилиндров обеспечивается автоматически управляемым клапаном 24, открытым управляющим давлением от полости А мультипликатора 4 и обеспечивающим двустороннюю связь полос Б с аккумулятором 25. От последнего также пропитывается гидросистема рабочей жидкости, для чего в нем поддерживается некоторое избыточное давление от сети сжатого воздуха, определяемое настройкой пневматического редуктора 26.
Таким образом, каждый полный цикл с работы гидропривода осуществляется в течение перемещения поршня мультипликатора 4 в одном направлении (влево или вправо). По окончании цикла гидрораспределитель 3 переключается, подготавливая схему к следующему циклу работы, который будет осуществляться при противоположном (в данном случае - вправо) направлении движения поршня мультипликатора, и исключая таким образом холостые ходы 5 мультипликатора.
Гидропривод имеет жесткую связь по расходу источника давления рабочей жидкости и исполнительных гидро0 цилиндров, что обеспечивает в каждый момент времени цикла оптимальные энергетические затраты, что повыша-. ет КПД привода и обеспечивает повышение качества процесса сварки.
Формула изобретения
Гидропривод, например для многоQ точечной сварочной машины, с Зс1мкнутым кругом циркуляции рабочей жидкости между насосом и гидродвигателями и с пневмогидравлическимаккумулятором для подпитки линии низкого давления гидропривода, отличающ и и с я тем, что, с целью его упрощения, повышения КПД, стабильности давления в рабочих магистралях и улучшения качества процесса сварки, газовая полость аккумулятора 0 подключена к тому же источнику сжатого газа постоянного давления, например к сети, что и приводная полость хпневмоприводного насоса гидропривода.
16 /
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для деформирования трубчатых заготовок | 1982 |
|
SU1065061A1 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
| Устройство для изготовления трубок с гофрами | 1977 |
|
SU867466A1 |
| Пневмогидравлический привод металлорежущих станков | 1978 |
|
SU779001A1 |
| Система синхронизации скорости поршней силовых цилиндров | 1979 |
|
SU770741A1 |
| Установка для формования сильфонов | 1978 |
|
SU867467A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906664A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906665A1 |
| Пневмогидравлический привод много-МЕСТНыХ зАжиМНыХ пРиСпОСОблЕНий TEXHO-лОгичЕСКОгО ОбОРудОВАНия | 1979 |
|
SU795865A2 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
27
