(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ СИЛЬФОНОВ,

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трубок с гофрами | 1977 |
|
SU867466A1 |
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| Установка для деформирования трубчатых заготовок | 1982 |
|
SU1065061A1 |
| Система синхронизации скорости поршней силовых цилиндров | 1979 |
|
SU770741A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906665A1 |
| Пневмогидравлический привод металлорежущих станков | 1978 |
|
SU779001A1 |
| Насосная гидроустановка | 1989 |
|
SU1740810A1 |
| Пневмогидравлический цифровой позиционный привод | 1980 |
|
SU906664A1 |
| Пневмогидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU1022801A2 |
| Гидропривод | 1974 |
|
SU471817A1 |
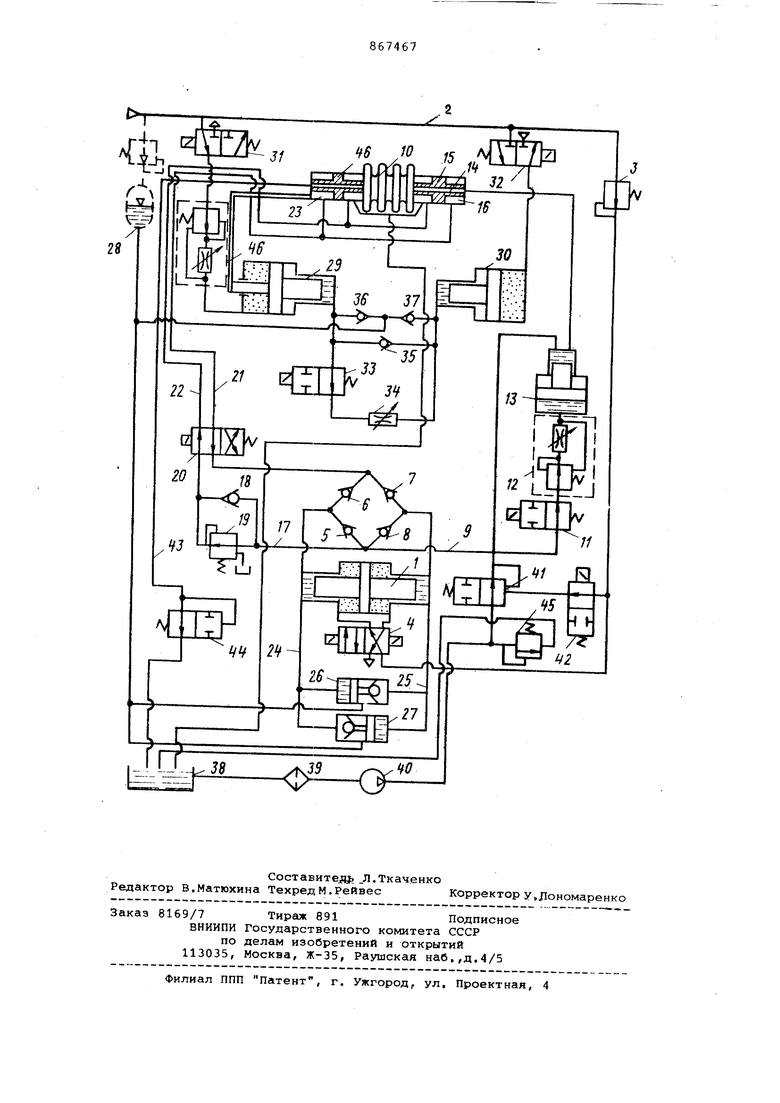
Изобретение относится к обработке .металлов давлением и может быть использовано в качестве универсальной установки для изготовления труб с гофрами различных типоразмеров. Известна установка для изготовления труб с гофрами, содержащая связанные с гидроприводом узел герметизации трубок-заготовок, узел подачи формующей жидкости, снабженный регулятором давления, узел осевого сжа тия и система подпитки маслом и формующей жидкостью. Каждый узел установки связан с -индивидуальным насосом через регулирующую и распределительную аппаратуру l. Недостатком известной установки ЯВ.ПЯЮТСЯ высокие энергетические ; и эксплуатационные расходы, поскольку каждый насос имеет постоянную производительность и требует специальной системы ох.ггаждения. Наиболее близким решением к предлагаемой является установка для формования сильфонов из трубчатых за- готовок, содержащая связанные с акку мулятором узел герметизации заготовхи и узел ее осевого сжатия, выполненный В виде двух пневмогидравлических мультипликаторов одностороннего действия, связанных каждый через соответствукщий двухпозииионный пневмогидравлический клапан с цеховой магистралью сжатого воздуха и связанный с насосом низкого давления, узел подачи формующей жидкости, выпо.гщениый в виде пневмогидравлического мультипликатора двустороннего действия, моста обратных гидроклапанов и подк.пюченных к мосту последовательно двухпозиционного гидроклапана, гидрорёгулятора давления и разделителя сред масло-формующая жидкость, связанного с полостью заготовки, а также систем подпитки узлов маслом и формующей жидкостью 2 . Недостатками известной установки является недостаточная надежность, так как пневмогидравлический мультипликатор двустороннего действия и связанные с ним управляемые обратные клапаны системы подпитки формующей жидкостью работают на эмульсии, которая является средой, неблагоприятно действующей на металлические детали мультипликатора и уплотнения, что ведет к усиленному износу. Кроме того, надежность работы существенно снижается из-за того, что мультипликатор рассчитывается на максимгильное давление осадки, что затрудняет реализацию регулятора давления перед разделением сред масло-эмульсия. Недостаточная надежность работы обуславливается также, тем что полости мультипликаторов механизма осадки и сближения матриц напрямую связаны с цеховой магистралью сжатого воздуха давление в которой может существенно колебаться. Цель изобретения повышение надежности работы установки. Указанная иель достигается тем, что установка снабжена пневматическим регулятором давления; встроенным между одним из двухпозииионных пневмоэлектрических клапанов и пне мополостыо соответствующего пневмогйдравлического мультипликатора узла осевого сжатия, гидравлические полости мультипликатора двухстороннего действия связаны с мостом обратных клапанов непосред CTBEHHOf а разделитель сред маслорабочая жидкость вБтполнен в виде гидравлического усилителя, выходная полость которого связана с полостью заготовки. Установка содержит узлы герметиз иии и подачи формующей жидкости в трубку-3аготрвку , и осевого сжатиям Узлы герметизации и подачи формующе жидкости состоят из пневмогидравлического мультипликатора 1 двустороннего действия, пневматические по лости которого соединены с цеховой магистралью 2 сжатого воздуха через пневморедуктор 3 и двухпозиционный пневмоэлектрораспределитель 4, Гидрополости мультипликатора 1, заполненные маслом, своими выходами соед нены со входами гидравлического моста на обратных клапанах 5-8. Выход моста с гидромагистралью 9 связан с полостью 10 формуемого сильфона через двухпозииионный гидроклапан 11, гидравлический регулятор 12 давления, гидравлический усилите 13, который выполняет еще и роль р делителя сред масло-формующая среда канал 14 в цанге 15, помещенный в гидравлический цилиндр 16 зажима ца Тот же вывод моста магистралью 17 связан через редукционные клг1паны и 19, двухпозиционный гидроэлектро распределитель 20 и далее гидромагистралями 21 и 22 с полостями гид равлических цилиндров 16 и 23 зажим цанг. Второй выход гидравлического моста через двухпозиционный гидро электрораспределитель 20 и магистра 21, а .также соответствующие полости гидроцилиндров 16 и 23 образуют сли ную магистраль узла герметизации трубок„ Выходы гидрополостей мульти пликатора 1 по каналам 24 и 25 управления связаны с yпpaвляющи ли полостями управляемых рбратны с клапа 26 и 27, входы которых соединены с сточником системы подпитки масла невмо1идр°авлическим аккумулятором 8, Выходы каждого управляющего гидоклапана 26 и 27 соединены с гидроолостями мультипликатора 1 противооложными полостями, связанными с упавляющими полостями указанных упавляемых гидроклапанов. Узел осевого сжатия заготовки сосоит из пневмогипоавлических мультипликаторов -29 и 30, из которых мультипликатор 29 кинематически Hci схеме жестко связан с гидронилиндром 23 зажима цанг. Пневмополости мультиплика-лоров 29 и 30 соединены с цеховой пневмомагистралью 2 сжатого воздуха через двухпозиционные пневмоэлектрораспре-делители 31 и 32, а гидрополости муль типликаторов связаны между собой через последовательно установленные отсечной гидроклапан 33 и регулятор 34 скорости. Параллельно отсечному гидроклапану 33 и регулятору 34 скорости подключен гидроклапан 35. Установка оснащена системой подпитки масла, состоящей из источника систеf/ioT подпитки масла, аккумулятора 28, выход которого соединен с гидрополсстями 4yльтипликaтopoв 29 и 30 через гидравлические обратные клапаны 36 и 37. Установка оснащена также системой подпитки рабочей жидкостью (эмульсией). Она включает в себя эмульсионный бак 38, откуда эмульсия через фильтр 39,.. посредством насоса 40 малой производительности через отсечной гидроклапан 41 с пневматическим управлением попадает в эмульсионную полость гидравлическог6 усилителя 13, а также в полость 10 формуемого сильфона. Гидроклапан 41 срабатывает ..(открывается) при подаче электрического сигнала на пневмоклапан 42. Со слизным эмульсионным баком посредством магистрали 43 через отсечной гидроклапан 44 соединена полость 10 формуемого сильфона. Для ограничения давления, создаваемого насосом 40, параллельно ему поставлен предохранительный клапан 45, Для регулирования давления на входе в мультипликатор 29 введен регулятор 46 давления. Установка для формования сильфонов работает следумдим образом. При подаче электрического сигнала на двухпозииионный пневмораспределитель 4, воздух через пневморедуктор 3 из пневмосети 2 через указанный пневмораспределитель подается в правую или левую пневмополость syль типликатора 1 в зависимости от полярности электросигнала на распредаJiитeлe 4. Далее срабатывает двухпозиаионный гидрораспределитель 20 и рабочая жидкость через обратный клг.пан 5 или 8 и гидрораспределитель 20 поступает в соответствующие полости гидронилиндров 16 и 23 зажима цанг. Жидкость из смежных полостей гидроиилиндров 16 и 23 вытесняется в сли ную магистраль и через обратные кла паны 6 и 7 в одну из гидрополостей мультипликатора 1, После зажима ианг осуществляется 1 подача формующей жидкости в полост трубки-заготовки от напорной полоет мультипликатора 1 через обратные кл паны 5 или 8, открытый двухпозиционный гидроклапан 11, регулятор 12 давления, усилитель 13 давления и к нал 14 цанги 15. Одновременно происходит удаление из -полости трубки воздуха через осевой канал в ианге и открытый отсечной клапан 44. После удаления воздуха и окончания операци прокачки отсечной клапан 44 автоматически закрывается, и в полости трубки 10 гидравлическим регуляторо 12 создается давление, соответствующее заданному закону формования. При подаче электрического управляющего сигнала на двухпозиционный пнев.моэлектрораспределитель 31 сжатый воздух поступает в полость пневмогидравлического мультипликатора 29 и пневмоэлектрораспределитель 32 сое диняет пневмополость мультипликатора 30 с атмосферой. При срабатывании от сечного электрогидроклапана 33 рабочая жидкость из гидрополости мультипликатора 29 перетекает в гидрополость мультипликатора 30 через гидравлический регулятор 34 скорости что обеспечивает движение поршня мультипликатора 29 и связанной с ним левой цанги вправо, обеспечивая осадку трубки-заготовки. Для осущест вления обратного хода формующих матриц и цанг необходимо переключить двухпозиционные пневмоэлектрорапределители 31 и 32 и обесточить отсечной гидроклапан 33, осуществив при этом подключение мультипликатора 30 к пневмосети, а пневмополости мультипликатора 29 - к атмосфере, Обратный ход матриц, и цанг осуществляется ускоренно через обратный гидро.клапан 35, Для регулирования осевого усилия сжатия в системе предусмотрен пневматический регулятор. 46 давления. Система подпит1 и маслом узла осевого сжатия срабатывает при незаполнении рабочей жидкостью мультипликаторов 29 и 30. Система подпитки маслом узла герметизации срабатывает при неэаполнении сливной полости мультипликатора 1, при этом заполнение происходит посредством управляемых обратных кла панов 26 и 27. Поскольку в процессе формования сильфонов значительны потери эмульсии, вследствие смачивания сильфонов и слива в поддон эмульсии из полости готового сильфона , насос 40 малой мощности системы подпитки формующей жидкостью работает постоянно . Предлагаемая установка позволит в 1,5-2 раза повысить производительность труда за счет ускорения рабочих циклов и уменьшения времени переходных процессов, при этом затраты энергии снижаются в 10-15 раз по сравнению с существенным оборудоBamieM. Формула изобретения Установка для формования сильфоНОБ из трубчатых заготовок, содержащая связанные с аккумулятором узел герметизации заготовки и узел ее осевого сжатия, выполненный в виде двух пневмогидравлических мультипликаторов одностороннего де 1ствия, соединенных каждый через соответствующий двухпозиционный пневмоэлектрический клапан с цеховой магистралью сжатого воздуха и связанный с насосом НИЗКОГО давления, узел подачи формующей жидкости, выполненный в виде пневмогидравлического мультипликатора двухстороннего действия, моста обратных гидроклапанов и подключенных к мосту последовательно двухпозиционного гидроклапана, гидрорегулятора давления и разделителя сред маслоформующая жидкость, связанного с полостью заготовки, а также систем подпитки узлов маслом и формующей жидкостью, отличающаяся тем, что, с целью повьпиения надежности работы установки, она снабжена пневматическим регулятором давления, встроенным-между одним из двухпозиционных пневмоэлектрических клапанов и пневмополостью соответствующего пневмогидравлического мультипликатора узла осевого сжатия, гидравлические полости мультипликатора двухстороннего действия связаны с мостом обратных клапанов непосредственно, а разделитель сред масло-рабочая жидкость выполнен в виде гидравлического усилителя, выходная полость которого связана с полостью заготовки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке 2473905/25-27, кл. В 21 О 15/10, 06j35.77. 2.Патент США 3654785,кл.72-28, 1972.
