(З) тШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла и устройство для его осуществления | 1990 |
|
SU1780959A1 |
| Устройство для защиты контактных стыковых сварочных машин от искр и брызг расплавленного металла | 1986 |
|
SU1324796A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1593836A1 |
| Мшина для контактной стыковой сварки | 1965 |
|
SU471974A1 |
| Машина для контактной стыковой сварки | 1980 |
|
SU889336A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1590274A1 |
1
Изобретение относится к прокат ному производству, преимущественно к бесконечной прокатке при сварке заготовок на стане.
По основному авт.св. Vf 732100 известна машина для контактной стыковой сварки заготовок горячего проката, состоящая из рельсового основания, на котором установлена приводная рама с механизмами зажатия заго- ю товок, выполненными из двух гидроцилиндров, управляемых золотниками, снабженными соленоидами, и двух пар зажимных губокJ из которых верхние подвижные l3-)5
Недостатком известной машины является отсутствие устройства для защиты, ее поверхности от брызг расплавленного металла, которые могут привести машину в неработоспособное со- 20 стояние и нарушать весь процесс -прокатки. Это не позволяет использовать известную машину для стыковой сварки заготовок горячего проката на
современных непрерывных станах бесконечной прокатки.
Целью изобретения является предотвращение прилипания сварочных брызг, к поверхности машины и свариваемых изделий
Цель достигается тем, что машина снабжена щитком, выполненным в виде профилированного кожуха, шарнирно установленного на раме машины между губками механизмов зажима заготовок и рычагом, шарнирно соединяющим щиток с одной из подвижных губок, и соплом для подачи охладителя, установленным на внутренней поверхности щитка. При этом профилированный кожух по периметру с обеих сторон быть снабжен защитными отбортовками.
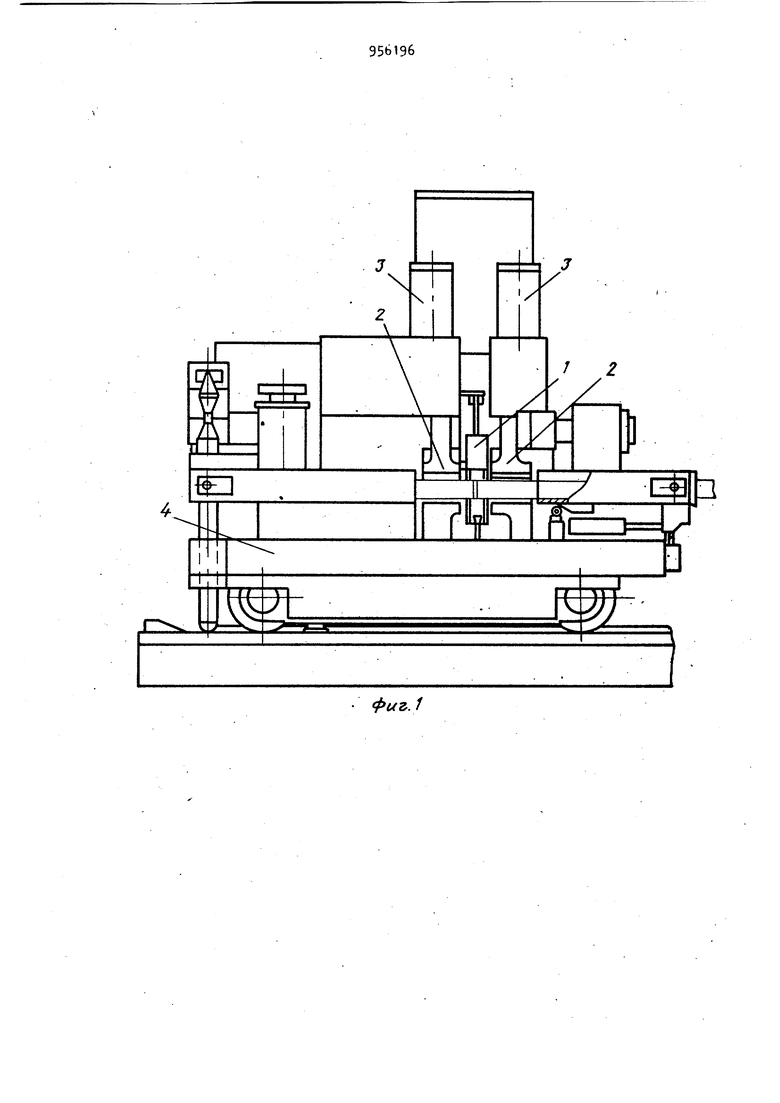
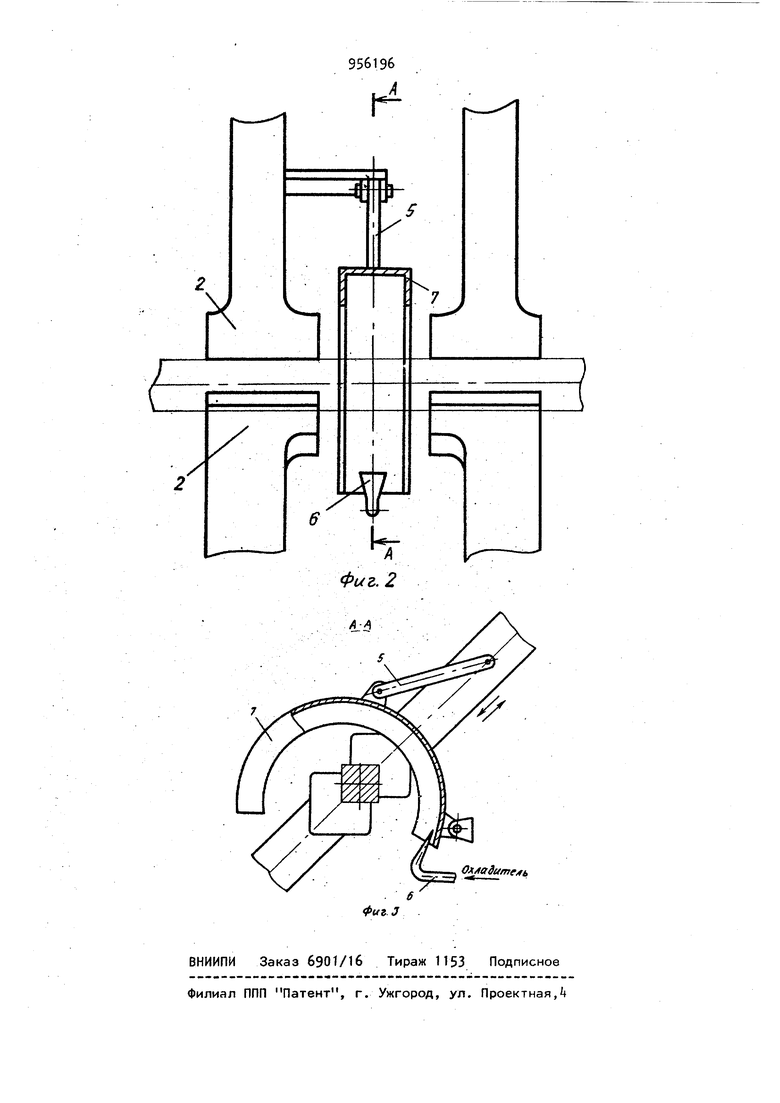
На фиг. 1 показана машина для стыковой контактной сварки; на фиг. 2 узел защиты машины очага сварки от брызг расплавленного металла; на фиг. 3 - разрез А-А на фиг, 2. Машина для стыковой контактной сварки снабжена щитком 1, выполненны в виде профилированного кожуха, раз мещенного между губками 2 механизмов зажимного устройства 3 и шарнирно ус тановленного на корпусе k машины и через шарнирный рычаг 5 соединенного с одной из подвижных губок 2, а со стороны внутренней поверхности щитка установлено сопло 6 для подачи охладителя. Профилированный кожух по периметру с обеих сторон снабжен защитными отбортовками 7- . Машина работает следующим обраёом. В исходном положении машины по движные губки 2 находятся в верхнем положении. После стыковки концов заготовок на оси сварки поступает ко-манда на начало сварки. Подвижные гу ки 2двигаются вниз и зажимают концы свариваемых заготовок. Соединенны через шарнир рычаг 5 отклоняется впр во относительно своей оси. Связанный через шарнирС рычагом 5 щиток 1 пово эачивается относительно своей непо движной оси на корпус k машины. При повороте щитка 1 его передний край опускается вниз и вместе с отбортовками 7 замыкает пространство очага сварки, Одновременно включается пода ча через сопло 6 охладителя. Вылетающие из очага сварки во время оплавл ния концов заготовки брызги расплавленного металла отражаются от охлажд ных поверхностей щитка 1 и отбортовок,7 и увлекаются охладителем в сточную траншею стана. После окончания сварки губки 2 поднимаются в вер .нее положение, при этом через шарнирный рыма г 5 они поворачивают щиток 1 в такое положение, когда его передний конец не скрывает от обзора оператора машины ось сварки, где дол ны быть установлены концы последующих заготовок. При последующей сварке описанные выше операции повторяются. 95 Применение устройства позволит исключить прилипание сварочных брызг к поверхности машины и обрабатываемым изделиям и не затруднит работу оператора машины во время установки концов заготовок на ось сварки. Предотвращение прилипания брызг расплавленного металла осуществляется за счет того, что они попадают на внутреннюю поверхность щитка и отбортовок, которые смочены охладителем, поступающим из сопла, и не могут привариться к ним. Применение машины для стыковой контактной сварки горячих заготовок на станах 250-,5 завода Криворожсталь, 250-2 Западно-Сибирского и 250 Челябинского металлургических заводов позволит повысить надежность работы оборудования и снизить затраты на текущий ремонт. Формула изобретения 1,Машина для контактной стыковой сварки по авт,св. № 732100, отличающаяся тем, что, с целью предотвращения прилипания сварочных брызг к поверхности машины и свариваемых изделий, она снабжена щитком, выполненным в виде профилированного кожуха, шарнирно установленного на раме машины между губками механизмов зажима заготовок, рычагом, шарнирно соединяющим щиток с одной из подвижных губок, и соплом для подачи охладителя, установленным на внутренней поверхности щитка, 2,Машина поп, 1,oтличaющ а я с я тем, что профилированный кожух по периметру с обеих сторон защитными отбортовками. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР If 732100, кл. В 23 К Il/Ot, 1977 прототип) .
/
956196
t
