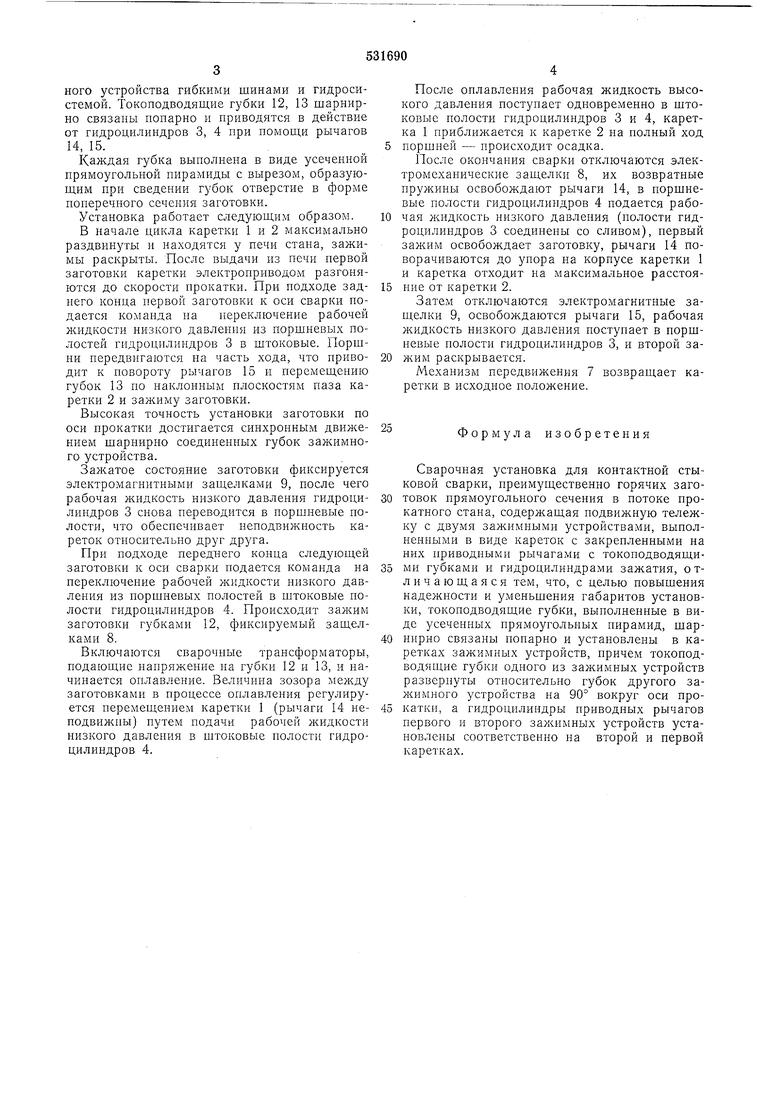
ного устройства гибкими шинами и гидросистемой. Токоподводящие губки 12, 13 шарнирно связаны иопарно и приводятся в действие от гидроцилиндров 3, 4 при иомощи рычагов 14, 15. Каждая губка выполнена в виде усеченной прямоугольной пирамиды с вырезом, образующим при сведении губок отверстие в форме поперечного сечения заготовки. Установка работает следующим образом. В начале цикла каретки 1 и 2 максимально раздвинуты и находятся у печи стана, зажимы раскрыты. После выдачи из печи первой заготовки каретки электроприводом разгоняются до скорости прокатки. При подходе заднего конца первой заготовки к оси сварки нодается команда на переключение рабочей жидкости низкого давления из поршневых полостей гидроцилиндров 3 в штоковые. Поршни передвигаются на часть хода, что приводит к повороту рычагов 15 и перемещению губок 13 по наклонным плоскостям паза каретки 2 и заготовки. Высокая точность установки заготовки по оси прокатки достигается синхронным движением шарнирно соединенных губок зажимного устройства. Зажатое состояние заготовки фиксируется электромагнитными защелками 9, после чего рабочая Н4идкость низкого давления гидроцилиидров 3 снова переводится в поргпневые полости, что обеспечивает неподвижность кареток относительно друг друга. При подходе переднего конца следующей заготовки к оси сварки подается команда на переключение рабочей жидкости низкого давлеиия из поршневых полостей в штоковые полости гидроцилиндров 4. Происходит зажим заготовки губками 12, фиксируемый защелками 8. Включаются сварочные трансформаторы, подающие напряжение на губки 12 и 13, и начинается оплавление. Величина зозора между заготовками в процессе оплавления регулируется перемещением каретки 1 (рычаги 14 неПОДВНЛ1НЫ) путем подачи рабочей жидкости низкого давления в штоковые полости гидроцилиндров 4. После оплавления рабочая жидкость высокого давления поступает одновременно в штоковые полости гидроцилиндров 3 и 4, каретка 1 приближается к каретке 2 на полный ход поршней - происходит осадка. После окончания сварки отключаются электромеханические защелки 8, их возвратные пружины освобождают рычаги 14, в поршневые полости гидроцилиидров 4 подается рабочая жидкость низкого давления (полости гидроцилиндров 3 соединены со сливом), первый зажим освобождает заготовку, рычаги 14 поворачиваются до упора на корпусе каретки 1 и каретка отходит на максимальное расстояние от каретки 2. Затем отключаются электромагнитные защелки 9, освобождаются рычаги 15, рабочая жидкость низкого давления поступает в поршневые полости гидроцилиндров 3, и второй зажим раскрывается. Механизм передвижения 7 возвращает каретки в исходное положение. Формула изобретения Сварочная установка для контактной стыковой сварки, преимущественно горячих заготовок прямоугольного сечения в потоке прокатного стана, содержащая подвижную тележку с двумя зажимными устройствами, выполненными в виде кареток с закрепленными на них приводными рычагами с токоподводящими губками и гидроцилиндрами зажатия, отличающаяся тем, что, с целью повышения надежности и уменьшения габаритов установки, Токоподводящие губки, выполненные в виде усеченных прямоугольных пирамид, шарнирно связаны попарно и установлены в каретках зажимных устройств, причем токоподБодящие губки одного из зажимных устройств развернуты относительно губок другого зажимного устройства на 90° вокруг оси прокатки, а гидроцилиндры приводных рычагов первого и второго зажимных устройств установлены соответственно на второй и первой каретках.
f-iii.J
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ТРУБОГИБОЧНОЙ МАШИНЫ | 1992 |
|
RU2025166C1 |
| Зажимное устройство трубогибочной машины | 1990 |
|
SU1761337A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Устройство для центрирования и зажима | 1988 |
|
SU1613288A1 |
| Зажимное устройство машины для контактной стыковой сварки | 1988 |
|
SU1516273A1 |
| Машина для контактной стыковой сварки | 1980 |
|
SU889336A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |


/
г/г.З АЧ%. ,,Щ1 . Щ., А А у-,, - . -1
