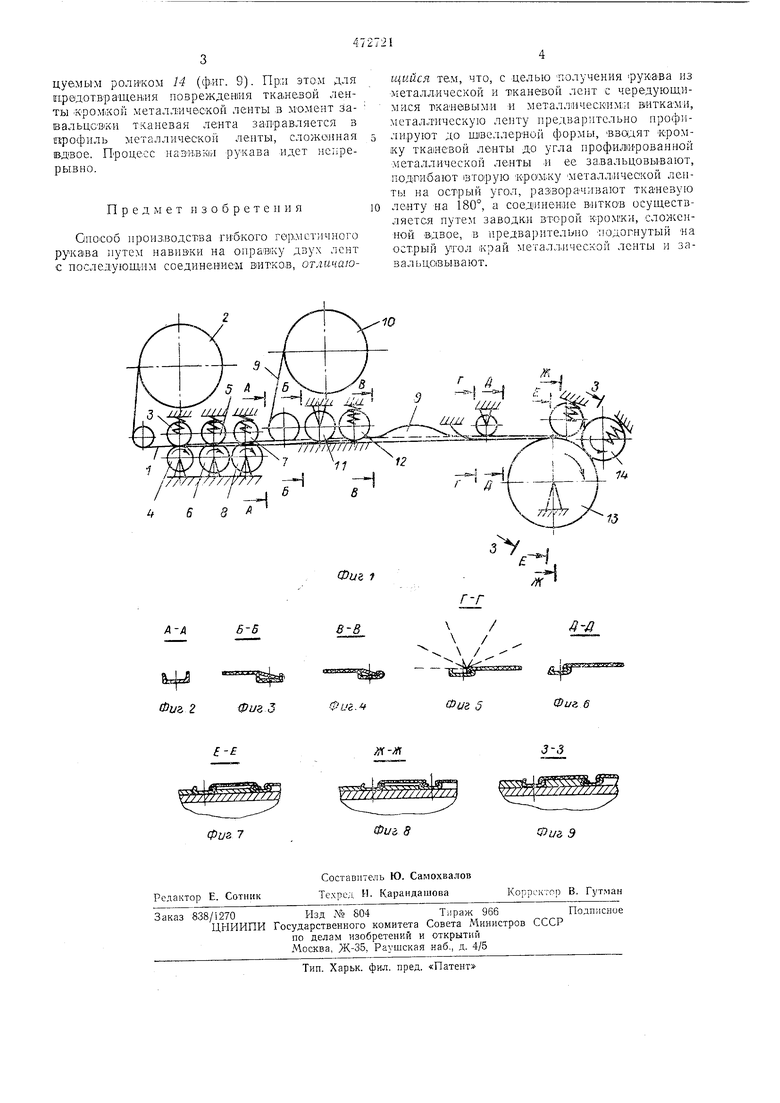
цуемЫМ роликом 14 (ф:иг. 9). Пр:и этом для предотвращетш повреждеиия тка,не.вой ленты .KpoMiKofi металлической ленты в мо.мент завальцсэки тканевая лента заправляется в крофиль неталлическо лепты, сложенная вдвое. Процесс називмн рукава идет не;;рерывно.
Предмет изобретения
Способ производства гибкого герметичного рукава путем навиэки на опраздку двух лент с последующим соединееием витков, отличающиися тем, что, с делью получения -рукава из металлической и тканевой лент с чередующимися Т1канввыми и металл1ическим:и В1итками, металлическую лепту иредвар 1тельно профилируют до цивеллерной формы, ввадят кромку тканевой ленты до угла ирофилированной металлической ле.нты .и ее завальцовывают, подгиб ают щторую кроМ ку металл.ической ленты на острый угол, раз ворач;гвают тканевую ленту на 180°, а соедниедаш в-итков осуществляется путем заводки второй кромки, Cvio/Jienпой вдвое, в предварительно -подогнутый на острый угол 1край металлической ленты и завальцовывают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гибкого герметичного металлотканевого рукава | 1977 |
|
SU780935A1 |
| Способ изготовления металлотканевого рукава | 1976 |
|
SU588034A1 |
| Устройство для изготовления гибкого герметичного рукава | 1981 |
|
SU988402A1 |
| Устройство для изготовления гибкого герметичного рукава | 1980 |
|
SU904827A1 |
| Устройство для изготовления гибкогогЕРМЕТичНОгО РуКАВА | 1979 |
|
SU841696A1 |
| Ленточный вакуум-фильтр для фильтрации суспензий | 1974 |
|
SU517312A1 |
| УСТРОЙСТВО для ФОРМОВАНИЯ МНОГОУГОЛЬНОГО в ПОПЕРЕЧНОМ СЕЧЕНИИ РУКАВА ИЗ ЛЕНТЫ | 1972 |
|
SU335169A1 |
| УСТРОЙСТВО ДЛЯ БРИТЬЯ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ | 1991 |
|
RU2119424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 1973 |
|
SU395145A1 |
| Станок для навивки стальных рукавов из ленты | 1946 |
|
SU76901A1 |
/ Ч if 6 8 Л Фг/е
Б-5
А-А
В-8
ДД
