В каждом угловом положении круглограммы
12 /
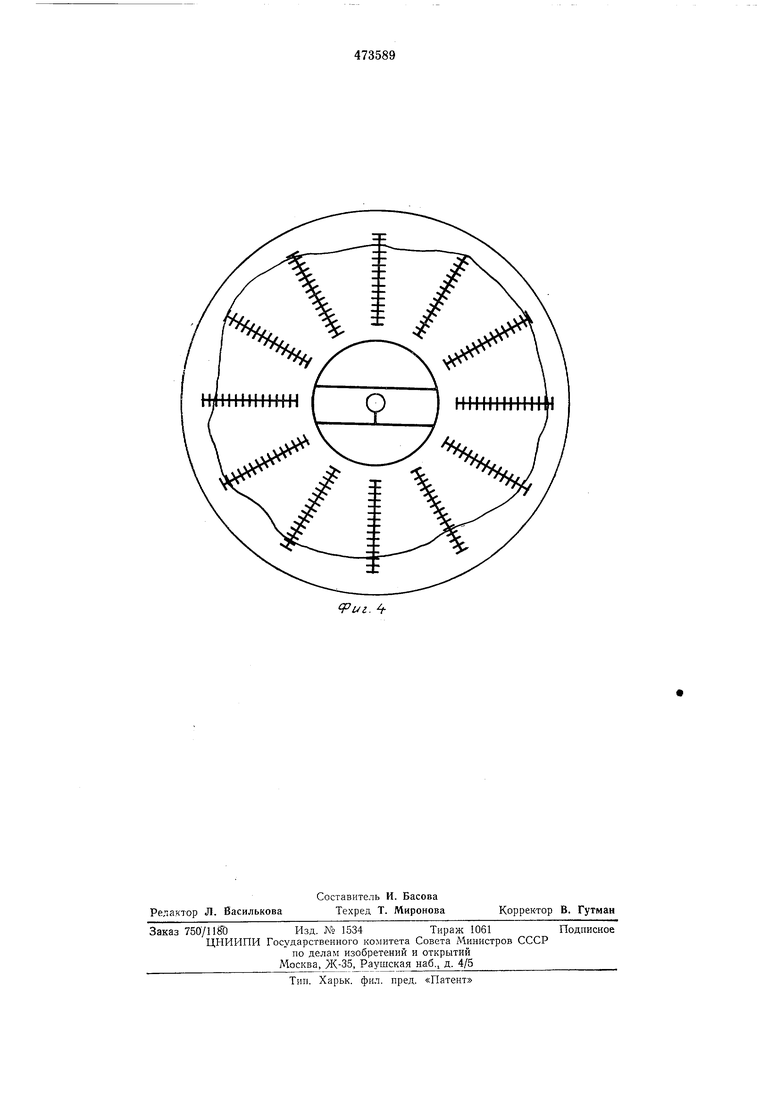
визуально оценивается величина 2 Рг Р
/-I где р - текущий радиус - вектор намерения
некруглости отверстия.
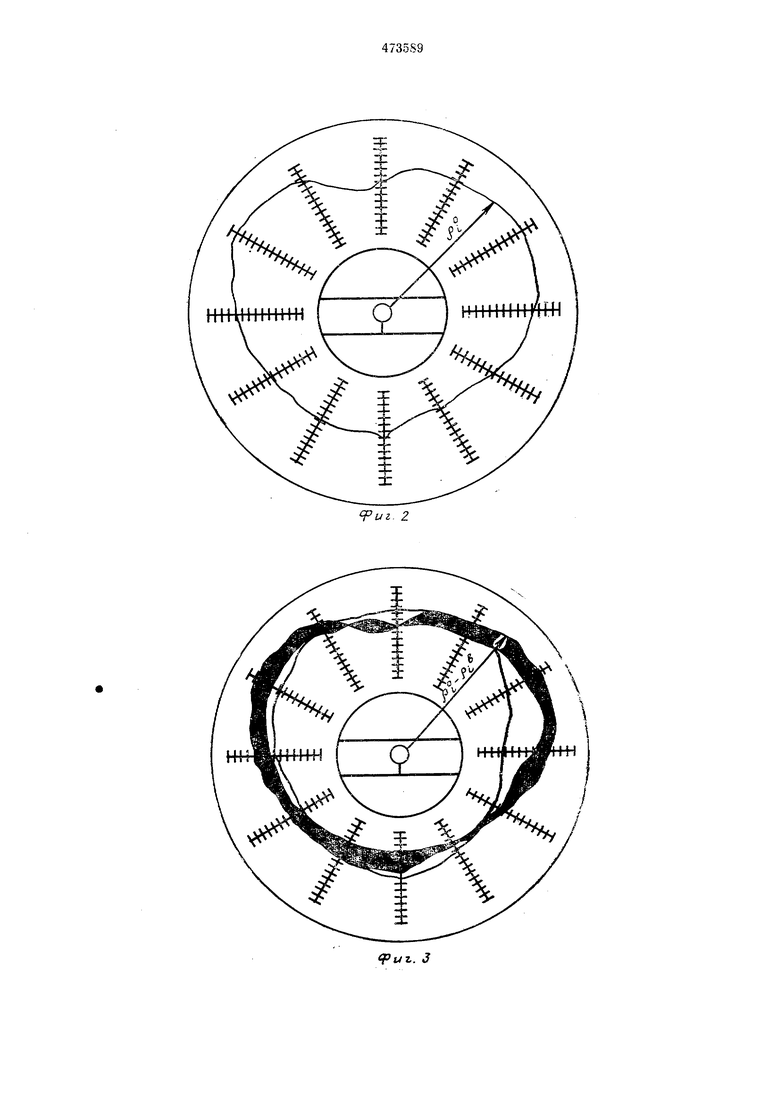
р. -текущий раднус-вектор намерения разностенности втулки. Оптимальным углом является угол, для которого величина 2 () .{фиг. 3), т. е. кривые круглогра.мм должны стремиться к сближению, а именно, оптимальный угол положения должен обеспечить минимальные расстояния между кривыми круглограмм по все.му их периметру. Идеальным является случай, когда форма отверстия совпадает с формой записи разностенности. Тогда для получения точной формы отверстия во втулке необходимо и достаточно, чтобы велнчина р/ - pf была постоянной. Например, если форма отверстия и разностенности похожи на эллипс или овал, то при установке втулки в отверстне ее необходимо развернуть так, чтобы направления больииих и малых осей совпали. (После определения угла разворота и корнус маркируются. Маркировочный знак наносится на торец втулки и торцевую новерхность корпуса.
Втулку покрывают слоем низкотемпературной смазки, например, НГ 212 ТУ 38-1-270-69, при охлаждении втулки до темнературы 50-60°С (нри более низких температурах охлаждения этим маслом смазывают поверхность отверстия корпуса), после чего втулку
охлаждают до необходимой температуры в холодильной камере.
Охлажденную вт)лку помещают перед отверстием корпуса так, чтобы маркировочные знаки па втулке и ita торце корпуса совпали, и в этом угловом положении втулку устанавливают в отверстие корпуса.
Для определения точности отверстия уже запрессованной втулки снимают круглограмму (фиг. 4), показывающую, насколько повысилась точность отверстия втулки но сравнению с Имевшимся до сборки.
изобретения
Способ сборки прессовых соединений деталей типа вал - втулка, заключающийся в том, что перед сборкой одну нз деталей - втулку охлаждают, отличающийся тем, что, с целью повышения точности сборки, преимущественно тонкостенных втулок, неред сборкой замеряют в полярных координатах на приборе с по.тучением круглограмм разпостенность втулки и некруглость носадочной поверхности отверстия, после чего полученные круглограммы накладывают одну на другую и совмещают их полярных координат, затем путем поворота круглограмм одной относительно другой опеределяют угол, обеспечивающий минимальные расстояния между кривыми круглограмм по всему их периметру, после чего втулку поворачивают на полученный угол относительно посадочного отверстия корнуса.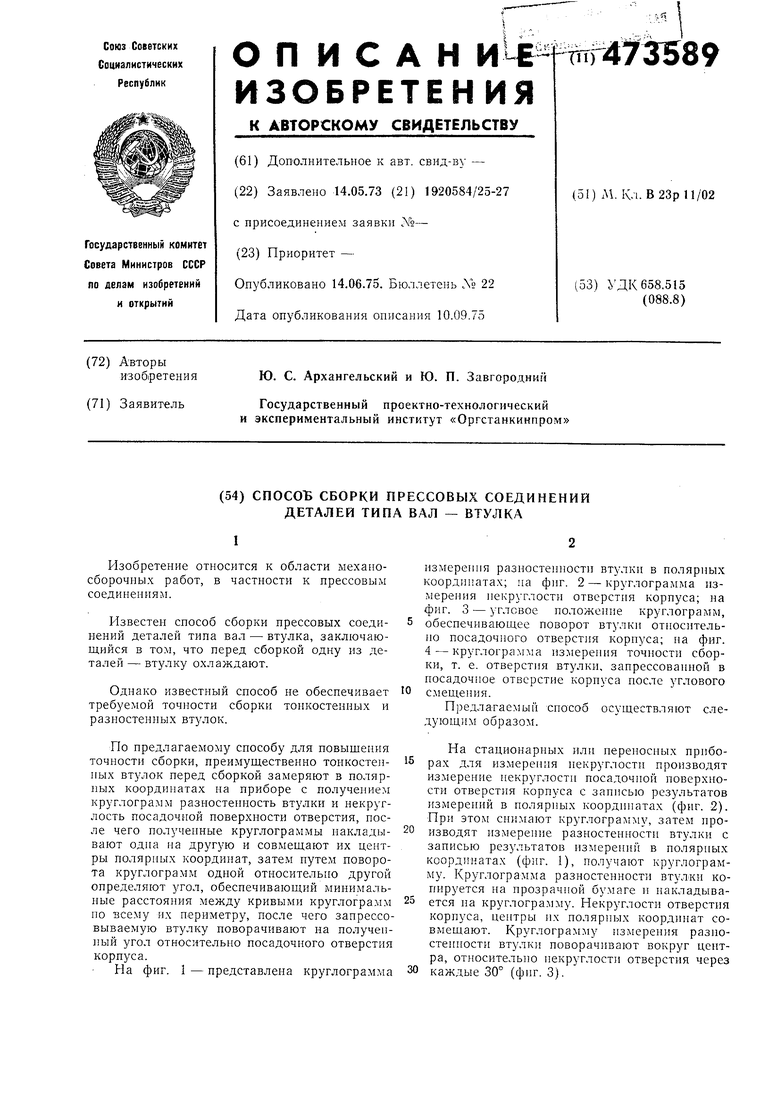

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки прессовых соединений деталей | 1990 |
|
SU1731569A1 |
| Способ сборки прессовых соединений деталей типа вал-втулка | 1989 |
|
SU1664493A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ РЕЗЦА ПРИ ТОЧНОМ РАСТАЧИВАНИИ | 1973 |
|
SU407657A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ И ДИАМЕТРОВ ВНУТРЕННИХ СЕЧЕНИЙ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2000 |
|
RU2166729C1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ИМЕЮЩИХ КРУГЛЫЕ СЕЧЕНИЯ | 2007 |
|
RU2348006C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕПРЯМОЛИНЕЙНОСТИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2617892C1 |
| Торцевой шлифовальный круг | 1978 |
|
SU688323A1 |
| Измеритель объема жидкости | 2021 |
|
RU2767475C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1733214A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1731568A1 |