Изобретение относится к области термической обработки плоских изделий, например длинномерных тонких пластин, шин, планок и т. п.
Известен способ термической обработки плоских изделий, заключающийся в непрерывно - последовательной поверхностной закалке одной стороны и одновременном дополнительном подопреве до точки ЛС и .последующим охлаждением противоположной стороны изделия, при этом зона иодогрева и охлаждения относительно зоны закалки.
Однако при этом не устраняется деформация изделия.
По предлагаемому способу для уменьшения коробления 1при поверхностной закалке плоских изделий дополнительный подогрев производят симметрично зоне закалки, а последующее охлаждение ведут до достижения закаливаемой зоной температуры начала Л1артенситного превращения.
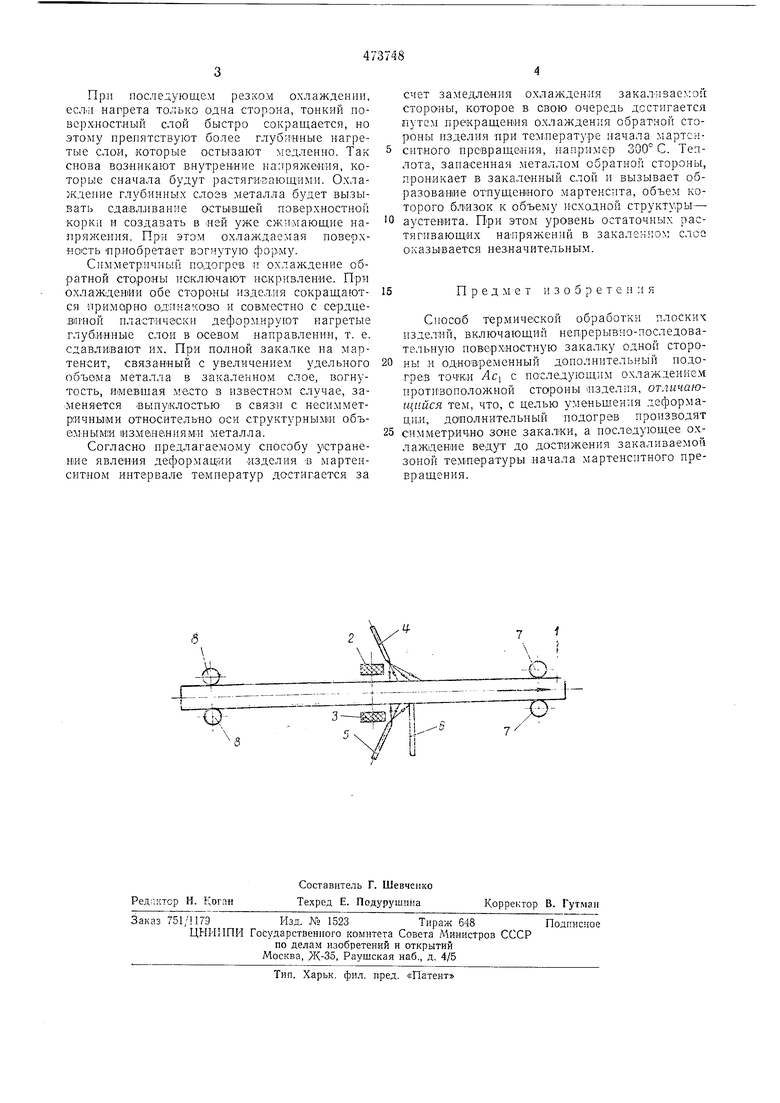
Способ .и.тлюстрируется чертежом.
Плоское изделие 1 установлено между закалочным индуктором 2 и катушкой подогрева 3, расположенными на одной линии, перпенди1кулярной к продольной оаи изделия. За индукторами в направлении подачи установлены два спрейера 4, 5 и отражательный щиток 6. Ролики 7 и S служат для фиксации и подачи изделия. Для уменьшения -мощности
тока в катущке 3 число ее витков, как и в известном случае, выбрано несколько больш.им, чем индуктора 2. Тот же режим нагрева может быть достигнут в петлевом двухвитковом
5 индукторе за счет разной величины воздушного зазора между индуктирующими ироводникам и и соответствующими сторонами изделия. Эффект уменьшения коробления, достигаемого по предлагаемому способу, можно понять на основе анализа схемы автодеформации. Известно, что при нагреве ироисходит объемное расширение металла. Ес,аи нагреву подвергается слой, толщина которого соизмерима с толщиной холодной части металла, что соответствует нагреву рассматриваемых изделий, то под воздействием сжимающих внутренних напряжешп происходит пластическая деформация искривления всего сечения изделия /. В связи с этим выпуклость па нагретой
0 стороне сохраняется и тогда, когда предел текучести стали при температуре закалки упадет почти до нуля и напряжения полностью снимутся. Осуществляемый симметричный подогрев до 723° С обратной стороны изделия вызывает противоположно направленную деформацию, в результате чего происходит равномерное удлинение нагретых слоев с одновременным упругим растяжением относительно холодной сердцевины. При этом некривление формы издev ия отсутствует.
Прл последующем резком oxv aждeнии, есл-и нагрета только одна сторона, тонкий поверхност,нын слой быстро со:Кращается, но этому препятствуют более глубртнные нагретые слои, которые остывают медленно. Так снова возникают внутренние напряжения, которые сначала будут растягивающ мн. Охлаждение глуб инных слозв металла будет вызывать сдавливание остывшей поверхностной KopKii и создавать в iнeй уже сж- мающие напряжения. При этом охлаждаемая поверхность Приобретает вогнутую фор.му.
С1 ММетр:ичнь Й подогрев н охлаждение обратной стороны иоключают искривление. При охлаждении обе стороны издел,ия сокращаются примерно одинаково и совм естно с сердцевиной пластически деформируют нагретые глубинные слОИ в осевом направлении, т. е. сдавли1вают их. При полной закалке на мартенсит, связанный с увеличением удельного объема металла в закаленном слое, вогнутость, имевшая место в известном случае, заменяется выпуклостью в связ;и С несимметрячными относительно оси структурньпви объемными изменанияМИ металла.
Согласно предлагаемому способу устранение явления деформап;Ии изделия в мартенситном интервале температур достигается за
счет замедления охлаждения закалИваемои стороны, которое в свою очередь достигается путем прекращения охлаждения обратной стороны изделия при темиературе начала мартснситного превращения, например 300° С. Теплота, занасенная металлом обратной стороньг, проникает в закаленный слой и вызывает образован1ие отпущенного мартенсита, объем которого бл1изок к объему исходной структуры-
аустенита. При этом уровень остаточных растягивающих напряжений в закаленном слое оказьшается незначительным.
Предмет изобретения
Способ термической обработки плоских изделий, включающий непрерывно-последовательную поверхностную закалку одной сторовы иодновременный дополнительный подогрев Aci с последующим охлаждением противоположной стороны -изделия, отличающийся тем, что, с целью уменьшения деформации, дополнительный подогрев производят
симметрично зоне закалки, а последующее oxj лажденйе ведут до достижения закаливаемон зоной температуры начала мартенситного превращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕНЧАТОГО ВАЛА С ПРИМЕНЕНИЕМ ЗАКАЛКИ ТВЧ | 2005 |
|
RU2296169C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ Г-ОБРАЗНОГО ПРОФИЛЯ, ИМЕЮЩЕГО ПОДОШВУ, ШЕЙКУ, ГОЛОВКУ | 2020 |
|
RU2755713C1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| Устройство для непрерывно-последовательной закалки изделий | 1978 |
|
SU685701A2 |
| СПОСОБ ЗАКАЛКИ ДЛИННОРАЗМЕРНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2437943C1 |
| СПОСОБ ЗАКАЛКИ КОЛЕЦ ПОДШИПНИКА КАЧЕНИЯ И ПОДШИПНИК КАЧЕНИЯ | 2011 |
|
RU2493269C2 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| Способ термической обработки деталей из мартенситно-стареющих сталей | 1973 |
|
SU441301A1 |
