474417 3
Устройство работает следующим образом.
В процессе электроэрозионноП o6p;i6oTKii электрод-инструмент 3 через направляющие элементы (реле 2) пепрерывно псремепдаетея с заданныл натягом, определяемым током, питаюндим электромагнитные катушки реле 2. Проволока скользит по направляющим нлоскостям между твердосплавными кольцами 6 и вкладышами 7, расположение которых позволяет осун,ествить касаине электрода с четырех сторон, обеспечивая при этом минимальные колебания электрода.
П р с д м е т и 3 о б Р е т е и и я
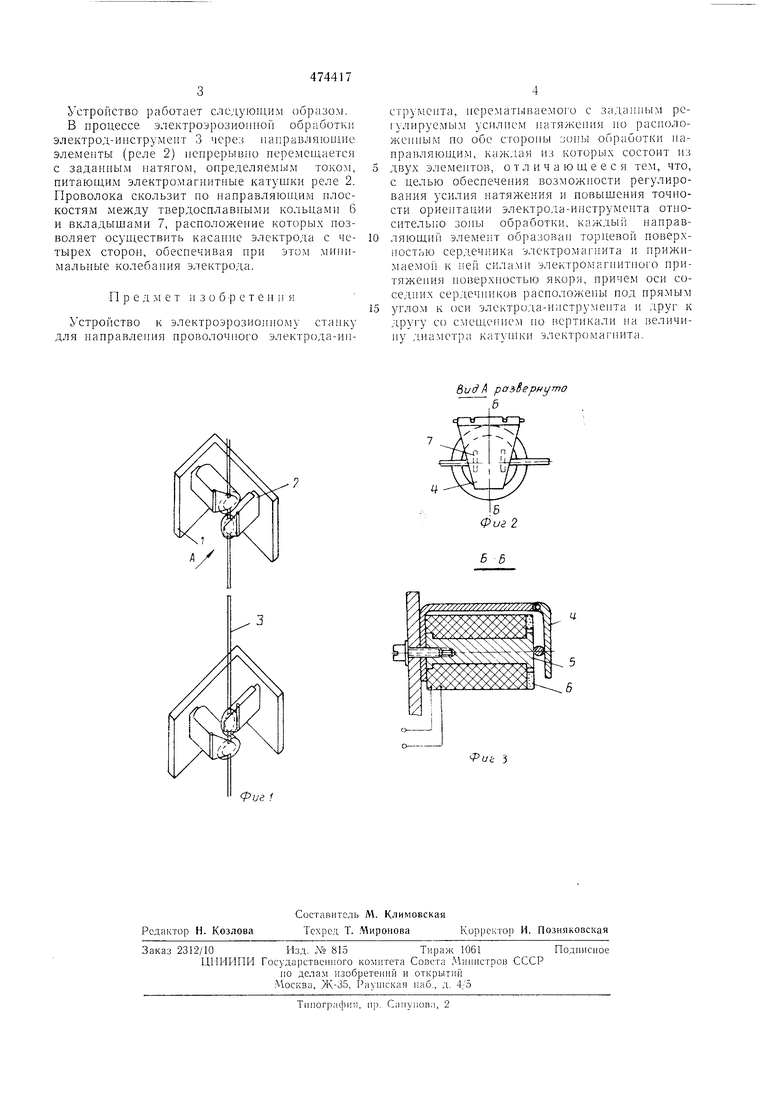
Устройство к электроэрозионному станку для наиравлення иронолочного электрода-ин4
струмента, нерематываемого с заданным ре(улируемым усилием натяжения но расположенным но обе стороны зоны обработки направляюнтим, каж, из которых состоит из двух элементов, отличающееся тем, что, с целью обеспечения возможности регулирования усилия натяжения и повышения точности ориентации электрода-инструмента относительно зоны обработки, каждый направляющий элемент образован торцевой поверхностью сердечника электромагнита и нрижиMaeMoii к ней силами электромагнитного притяжеиия иоверхноетью якоря, причем оси соседних сердеч1пп ов расположены под ирямым углом к оси элсктрода-инетрумента н друг к другу со смещением но 1 сртикали на величииу диаметр;, катун1ки электромагнита.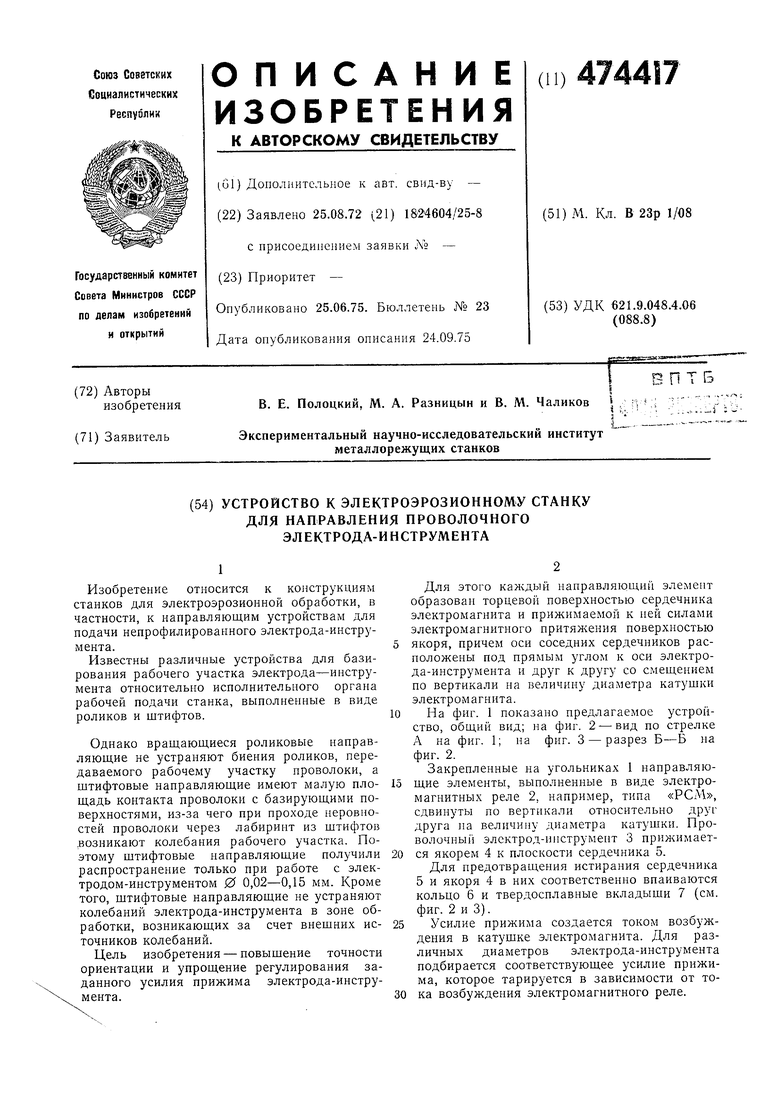
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволочного электрода-инструмента | 1977 |
|
SU737185A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ ВЕРТИКАЛЬНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296179C2 |
| Устройство для обработки длинномерного материала | 1983 |
|
SU1110523A1 |
| Устройство для перемещения деталей через зону обработки | 1981 |
|
SU996170A1 |
| ПОЛУАВТОМАТ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ПРОШИВКИ РАСПЫЛИВАЮЩИХ ОТВЕРСТИЙ В ФОРСУНКАХ | 1968 |
|
SU218345A1 |
| Устройство для тренировки штангистов | 1980 |
|
SU919687A1 |
| Швейный полуавтомат | 1986 |
|
SU1339175A1 |
| Электроконтактная сварочная машина для восстановления и упрочнения деталей | 1989 |
|
SU1703332A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
Bud ft ра Кернутпо 6
(риг f
В 5
sPoe 3
