Производящийся в настоящее время ремонт резиновой обуви путем клейки холодным резиновым клеем является крайне непрочным и убыточным, так как приклеенные таким клеем резиновые подметки, латки и т.п. носятся весьма недолго и быстро отстают при малейшем нагреве сапога от теплой воды или от нагревания в процессе работы и не выдерживают механических отрывов, что влечет неоднократный повторный ремонт, на который затрачиваются большие средства и рабсила. Для удешевления ремонта и повышения его качества предлагается производить ремонт резиновой обуви вулканизацией в формах, сердечником которых служат стальные шарики, насыпаемые внутрь обуви и придавливаемые диском помощью винта.
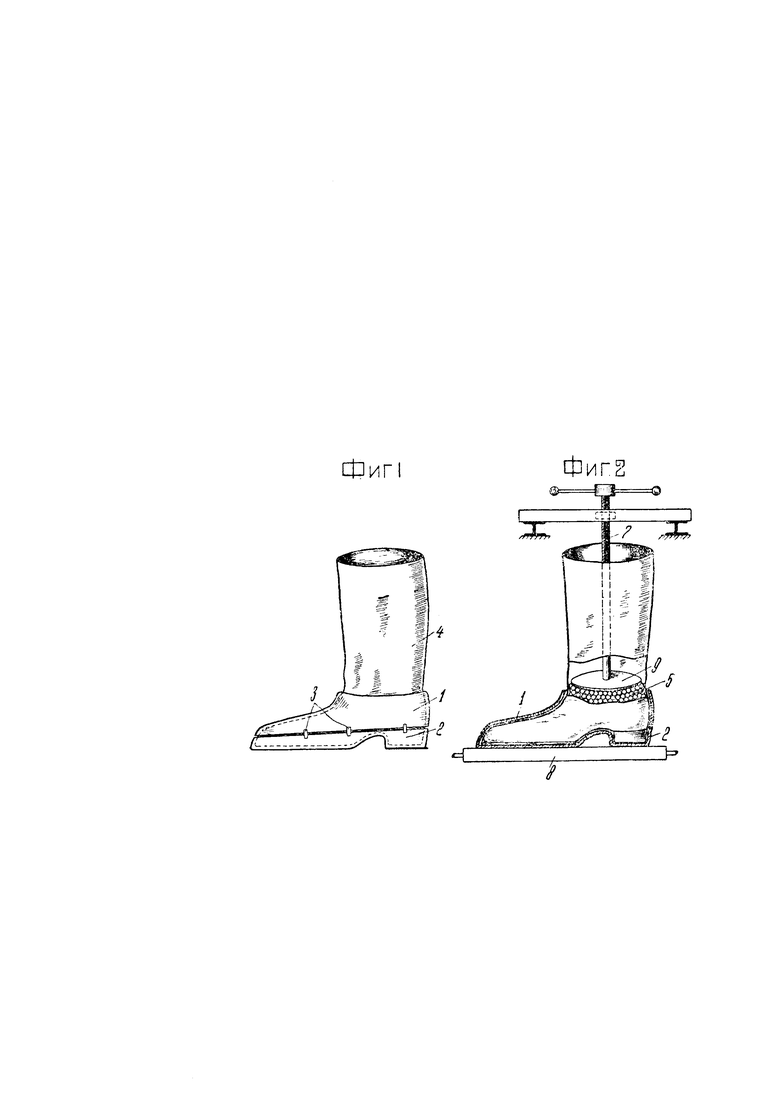
На чертеже фиг. 1 изображает вид сапога, запрессованного в форму, и фиг. 2 поясняет осуществление данного способа, причем форма и нижняя часть сапога показаны в разрезе.
Предлагаемый способ проводится следующим образом. Подлежащее ремонту место на обуви, а равно и латка или подметка предварительно зачищаются наждаком, промываются бензином и затем намазываются тонким слоем клея, обычно применяемого для вулканизации авто-камер и покрышек (на 100 частей авиационного бензина 20 частей сырой резины). Клей выдерживается три дня, после чего идет без взбалтывания для клейки обуви в три приема, с последующей подсушкой, в первые два раза после промазки по 15 минут и третий раз - 30 минут, после чего латка или подметка прикладываются к заготовленному смазанному клеем месту на обуви. Затем сапог 4 запрессовывается в алюминиевую форму, состоящую из двух частей 1 и 2, которые скрепляются между собой, стягиваясь застежками 3.
После этого форма с сапогом ставится на плиту 8 вулканизационного аппарата, обогреваемого насыщенным паром при температуре 140° с давлением в 4 атм. По прошествии 45-50 минут форма с заключенным в ней сапогом снимается с плиты и сапог с приваренной к нему заплаткой или подметкой поступает в обращение.
Для того, чтобы подошва и стенки сапога плотнее прилегали к стенкам формы, внутрь него насыпаются стальные шарики 5 диаметром около 6 мм, заключенные в трикотажный чулок. Шарики придавливаются диском 9 при посредстве винта 7 для получения равномерной раздачи стенок резинового сапога к стенкам алюминиевой формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Колодка для резиновой обуви | 1940 |
|
SU59069A1 |
| Способ получения зеркальной пленки | 1969 |
|
SU463257A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ и ПРИ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ЛЕНТ К НАРУЖНЫМ ШВАМ ОБУВИ | 1973 |
|
SU374197A1 |
| Способ формования и вулканизации резиновых галош | 1933 |
|
SU34749A1 |
| ТУФЛЯ | 1991 |
|
RU2043744C1 |
| Устройство для вулканизации резиновой обуви | 1986 |
|
SU1386480A2 |
| Устройство для вулканизации резиновой обуви | 1983 |
|
SU1136947A1 |
| Способ изготовления опорного катка | 1988 |
|
SU1640006A1 |
| Способ формования низа обуви и пресс-форма для его осуществления | 1939 |
|
SU70124A1 |
| ПРЕДМЕТ ОБУВИ, СКОМПОНОВАННЫЙ БЛОК ПОДОШВЫ ДЛЯ ПРЕДМЕТА ОБУВИ, СПОСОБ ИЗГОТОВЛЕНИЯ СКОМПОНОВАННОГО БЛОКА ПОДОШВЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА ОБУВИ | 2010 |
|
RU2560301C2 |
Способ ремонта резиновой обуви в формах с применением приклеивания заплаток обычным способом, отличающийся тем, что обувь подвергают вулканизации в форме 1 и 2 и внутрь сапога насыпают металлические шарики 5, которые придавливают диском 9 через винт 7.
