В предлагаемом приборе для определения отношения рабочей части поворота распределительного вала автоматов или полуавтоматов к полному его обороту на вал, приводимый во вращение соответствующей передачей от распределительного вала, свободно насажен маховик, на втулке которого имеется ушко, управляющее рычагом, посредством которого маховик сцепляется и расцепляется с валиком, несущим указательную стрелку.
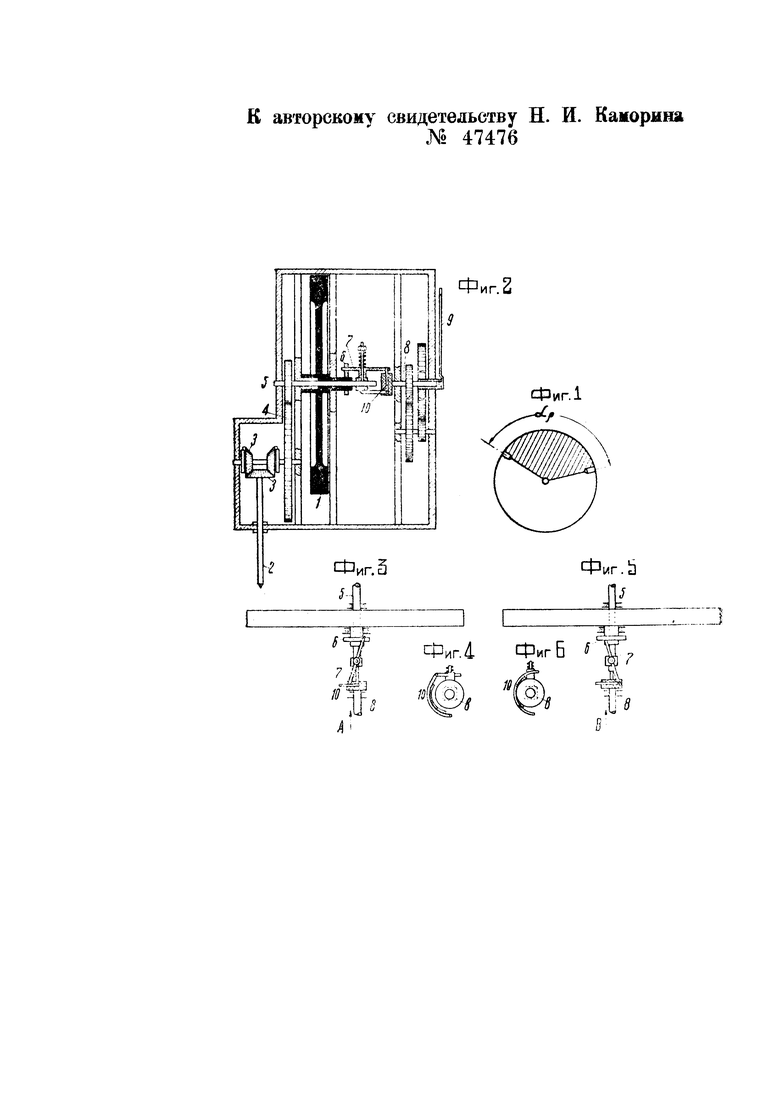
На чертеже фиг. 1 изображает торец распределительного вала автомата или полуавтомата; фиг. 2 - вертикальный продольный разрез прибора для определения отношения рабочей части поворота распределительного вала автоматов или полуавтоматов к полному его обороту; фиг. 3 - вид его сверху во время холостого хода распределительного вала; фиг. 4 - вид по стрелке А фиг. 3; фиг. 5 - вид сверху прибора во время рабочего хода распределительного вала; фиг. 6 - вид по стрелке В фиг. 5.
На распределительном валу автомата или полуавтомата установлены кулачковые барабаны, несущие на себе кулачки или рабочие кривые.
С помощью этих кулачков осуществляется подача супортов к изделию, обрабатываемому на данном автомате или полуавтомате.
Во время работы такого автомата распределительный вал вместе с кулачковыми барабанами вращается попеременно с двумя различными угловыми скоростями.
На торце распределительного вала (фиг. 1), указано, что рабочий ход автомата, во время которого вал вращается медленно и производит процесс снятия стружки, занимает некоторый угол αρ от одного оборота распределительного вала; другой угол (360°-αρ) показывает величину части оборота, занимаемую холостым ходом, когда происходит быстрый отвод и подвод супортов к обрабатываемому изделию, так как распределительный вал эту часть оборота проходит при  угловой скорости, чем во время рабочего хода.
угловой скорости, чем во время рабочего хода.
Угол dρ - величина переменная, так как она зависит всецело от того технологического процесса на какую-либо деталь, на которую он спроектирован. Продолжительность рабочего хода автомата или полуавтомата, выраженную в долях поворота распределительного вала  стараются довести до минимума, так как от этого зависит повышение производительности автоматов и полуавтоматов, но наладчики автоматов и полуавтоматов лишены возможности удостовериться, после переналадки автомата с одной детали на другую, верна ли величина Kρ для этой детали. Предлагаемый прибор указывает величину Kρ для каждого токарного автомата и полуавтомата, у которых распределительный вал имеет попеременно две угловые скорости вращения, отличные друг от друга.
стараются довести до минимума, так как от этого зависит повышение производительности автоматов и полуавтоматов, но наладчики автоматов и полуавтоматов лишены возможности удостовериться, после переналадки автомата с одной детали на другую, верна ли величина Kρ для этой детали. Предлагаемый прибор указывает величину Kρ для каждого токарного автомата и полуавтомата, у которых распределительный вал имеет попеременно две угловые скорости вращения, отличные друг от друга.
Принцип работы прибора основан на использовании силы инерции при вращении маховика 1, получающейся в результате появления касательного ускорения при перемене угловых скоростей вращения распределительного вала.
Шпиндель 2 (фиг. 2) прибора соединен с вращающимся распределительным валом автомата, который передает вращение коническим шестерням 3, свободно сидящим на оси вращения. Затем через цилиндрические шестерни 4 вращение передается на вал 5, на котором посажен свободно довольно массивный маховик 1, снабженный на втулке ушком 6, в которое входит плечо рычага 7, поворотно установленного на конце вала 5. Другое плечо рычага служит для того, чтобы с помощью рычага 10 включать в работу, во время рабочего хода автомата, валик 8, при вращении которого начнет вращаться и стрелка 9, указывающая на циферблате величину Kρ.
При включении шпинделя 2 прибора с валом автомата во время холостого хода (фиг. 3), угловая скорость которого будет больше нежели рабочего хода, движение передается от шпинделя 2 к валу 5, который является ведущим по отношению к маховику 1. В силу своей инерции маховик 1 повернет плечо рычага 7 в сторону, обратную движению вала 5. В таком положении рычаг 10 (фиг. 4) не будет соединен с валиком 8 и стрелка 9 будет стоять на одном месте.
Таким образом маховик повернет на некоторый угол рычаг 7 и будет вращаться вместе с валом 5 в течение всего холостого хода.
При переключении распределительного вала с холостого хода на рабочий ход (фиг. 5) угловая скорость рабочего хода будет значительно меньше холостого хода, а поэтому в момент переключения маховик 1 будет стремиться вращаться с прежней скоростью, но вал 5 будет вращаться уже с другой угловой скоростью В результате этого получится, что маховик повернет рычаг 7, который сцепится при помощи рычага 10 с валиком 8 (фиг. 6); при вращении валика 8 будет перемещаться и стрелка 9 до тех пор, пока не наступит холостой ход, при котором валик расцепится с маховиком, и по отклоненной стрелке можно прочитать величину Kρ на циферблате прибора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ТОКАРНЫМ СТАНКОМ | 1940 |
|
SU63198A1 |
| Швейный полуавтомат для изготовления прямых петель | 1968 |
|
SU649765A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Способ автоматической газовой резки | 1948 |
|
SU90919A1 |
| Полуавтомат для обработки швейных деталей по замкнутому контуру | 1976 |
|
SU621815A1 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| Полуавтомат для связки упорных шарикоподшипников | 1952 |
|
SU96556A1 |
| Индикатор мощности | 1931 |
|
SU49396A1 |
Прибор для определения отношения рабочей части поворота распределительного вала автоматов или полуавтоматов к полному его обороту, отличающийся применением маховика 1, свободно насаженного на вал 5, приводимый во вращение соответствующей передачей от распределительного вала автомата или полуавтомата, и снабженного на втулке ушком 6 для управления рычагом 7, который служит для сцепления и расцепления с маховиком валика 8 со стрелкой 9.
