на быстрый отвод бабки шлифовальных кругов 9.
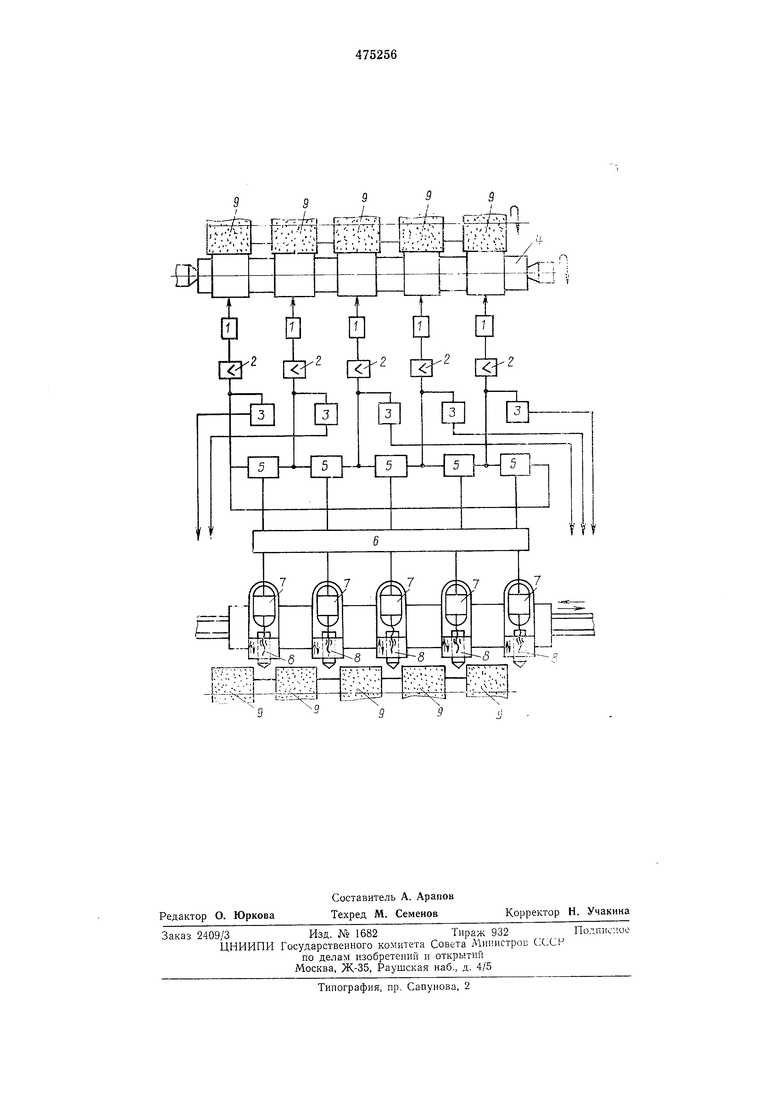
Контакты датчиков, служащих для выдачи команды на правку круга, настроены на нижний и верхний предельные размеры. При срабатывании контактов, настроенных на нижний предельный размер, сигнал от датчика соответствующей измерительной головки 1 через усилитель 2 подается на вход сравнивающего устройства 5. По прекращении обработки после быстрого отвода шлифовальных кругов 9 сигнал, величина которого пропорциональна величине «ослабления обработанной шейки, подается в электронный коммутатор б, от которого - в соответствующий двигатель 7, ротор которого связан с микровинтом поперечной подачи алмазного карандаша 8. Алмазный карандаш выдвигается на необходимую величину, а формирователь команд 3 подает команду на правку соответствующего круга 9.
Контакты, настроенные на верхний предельный размер, срабатывают, если размер обработанной шейки остается за верхним пределом. Тогда подается сигнал от соответствующей головки 1 через усилитель 2 на вход сравнивающего устройства 5, от которого сигнал, пропорциональный величине «приращения, поступает в электронный коммутатор б и далее - к двигателям 7, и происходит выдвижение всех алмазных карандашей 8 на величину, равную «приращению, при этом алмазный карандаш против «ослабленной Шейки выдвигается на величину, равную сумме «ослабления и «приращения. Это
происходит благодаря тому, что при наличии двух сигналов (величин «ослабления и «приращения) электронный коммутатор 6 замыкает контакты сумматора (на схеме не
показан), от которого поступает суммарный сигнал на соответствующий двигатель 7, который выдвигает карандащ 8 на величину, равную сумме «ослабления и «приращения. После выдвижения алмазных карандашей
формирователь команд 3, который срабатывает от любого сигнала («приращения или «ослабления), подает команду на включение продольной подачи устройства для правки
Предмет изобретения
Способ шлифования на многокруговол. круглошлифовальном станке при врезном
шлифовании с одновременной обработкой всех шеек, заключающийся в активном контроле всех шеек, прекращении обработки при достижении одной из шеек нижнего предела допуска, измерении всех шеек, определении наличия выхода одной из них за верхний предел допуска и правки круга той шейки, по которой прекращена обработка, отличающийся тем, что, с целью повышения производительности и точности обработки, определяют разность величин диаметров каждой шейки детали по отношению к той шейке, по которой прекращена обработка, выдвигают каждый правящий инструмент на соответствующую величину и производят одновременную правку всех кругов.
-|v:; - N l-Jv is j:::
| название | год | авторы | номер документа |
|---|---|---|---|
| Система активного контроля размеров поверхностей детали | 1972 |
|
SU456719A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| Устройство для шлифования колец | 1983 |
|
SU1093490A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРМОЗНЫХ КОЛОДОК С АВТОМАТИЧЕСКОЙ КОРРЕКЦИЕЙ ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2108220C1 |
| УСТРОЙСТВО для ПРОГРАММИРОВАНИЯ ПОЛОЖЕНИЯ ШЛИФОВАЛЬНОЙ БАБКИ | 1973 |
|
SU363574A1 |
| Устройство для правки шлифовального круга | 1982 |
|
SU1007949A1 |