равления режимами, а третий контакт- для подачи команды на правку).
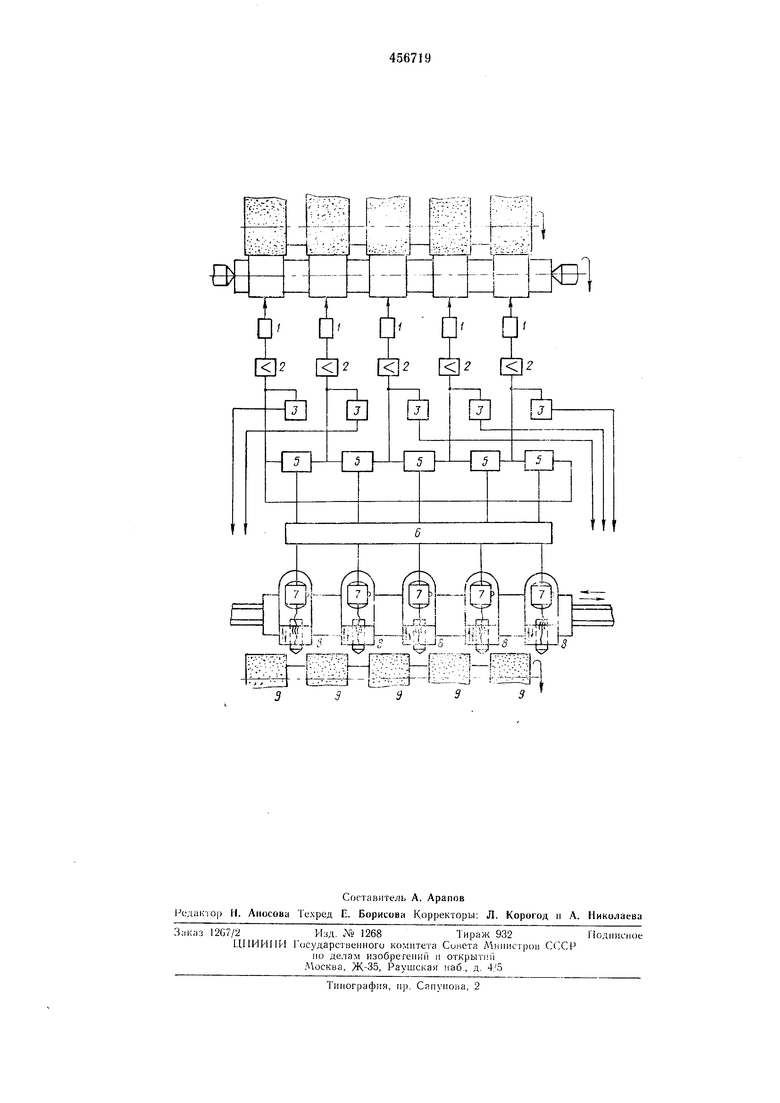
Процесс обработки гфекращается при достижении иижнего предела допуска требуемого размера любой из обрабатываемых шеек (при равенстве допусков на всех шейках). Если в момент подачи команды на прекращение обработки контрольным устройством какой-либо прибор активного контроля зафиксировал выход размера за верхний предел поля допуска, то от датчика соответствующей измерительной головки 1 через усилитель 2 подается сигнал на вход сравнивающего устройства 5, величина которого пропорциональна действительному размеру каждой щейки. Со сравнивающего устройства сигнал, равный разнице размера данной щейки по отношению к шейке, вышедшей за верхний предел, поступает на электронный коммутатор 6, представляющий собой релейный блок, затем - в соответствующий реверсивный двигатель 7. Происходит выдвижение алмазного карандаша на величину, равную величине ослабления данной шейки, а соответствующий формирователь команд 3 подает команду на нравку кругов 9.
Предмет изобретения
Система активного контроля размеров поверхностей детали при врезном шлифовании на многокруговых станках с одновременной обработкой всех шеек, включающая приборы активного контроля на каждой из обрабатываемых шеек, механизмы индивидуальной поперечной подачи правящих наконечников и цепи управления циклом обработки, отличающаяся тем, что, с целью повышения точности и производительности обработки, в цепи
управления введены формирователи команд, соединенные между собой сравнивающие устройства и электронный коммутатор, причем формирователи команд электрически связаны с контактами реле приборов активного контроля, настроенными на наибольший допустимый размер, а выходы сравнивающих устройств через электронный коммутатор связаны с приводами механизмов индивидуальной поперечной подачи правящих наконечников.
Э33
.да-1
,-i i-i-i)-;...-iI..4
.ii,rj- I-Jinii
; I ; г: 1 ь I I о : t ( r о
