1
Изобретение относится к области станкостроения, а именно к круглошлифовальиым ставкам.
Известны станки, у которых заданный размер диаметра заготовки .заранее настраивается ручным маховичком. Однако эти станки недостаточно автоматизированы.
Цель изобретения - обеспечение дискретного перемещения шлифовальной бабки в заданное положение, обеспечивающее получение заданного размера щлифуемото вала, и коррекции винта соответственно выбранному допуску шлифуемого диаметра.
Указанная цель достигается тем, что винт поперечной подачи имеет возможность вращаться независимо от вращения гайки при помощи однооборотного гидродвигателя, вращающего одновременно датчик вдоль индуктивцых элементов, ОДИН из которых останавливает гидродвигатель в нужном положении, после чего защелка корректирует и замыкает положение винта, соответствующее выбранному допуску шлифуемо1го диаметра, причем программирование положения винта осуществляется избирательными переключателями.
Устройство поясняется чертежом.
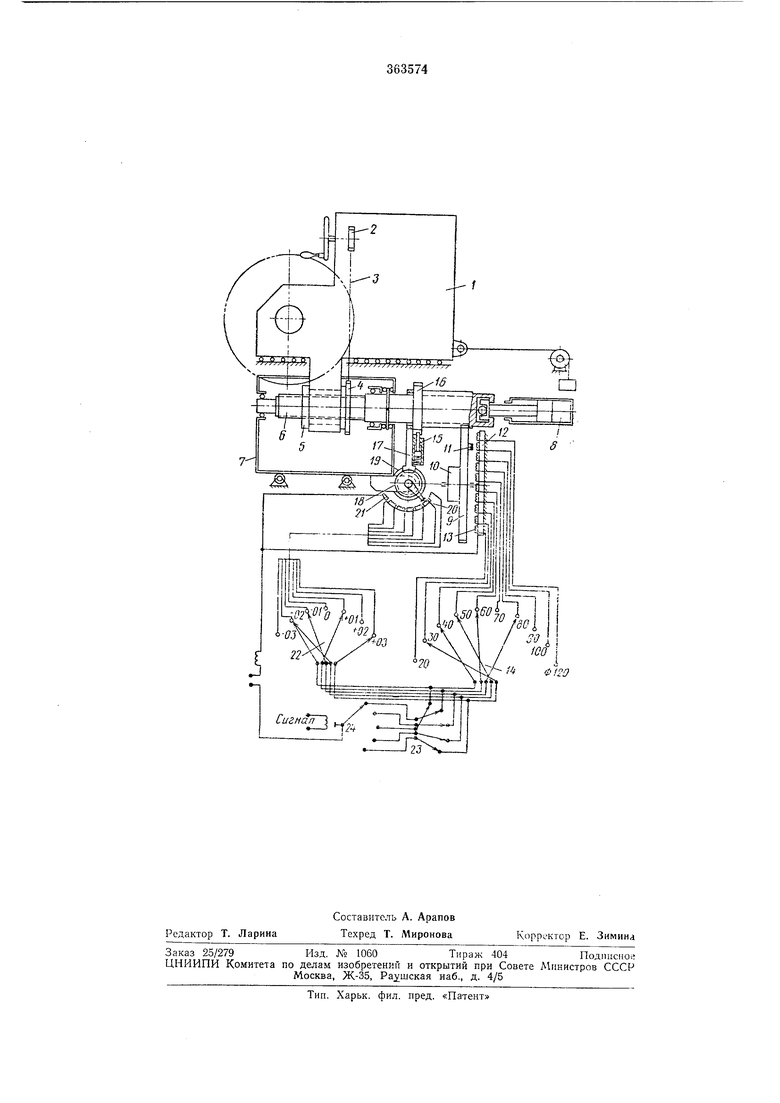
В корпус шлифовальной бабки / встроен универсальный меха«изм поперечных подач (желательно планетарного типа, так как необходима необратимость его). -Последняя, ведущзя, звездочка 2 механизма передает вращение цепью 3 На звездочку 4, укрепленную на гайке 5. Гайка, как обычно, вращается от механизма подач в крОНЩтейне шлифовальной бабки и в нее входит главный винт 6, который, в свою очередь, имеет возможность врапаться в подши пниках, раоположенных в корпусе -ползуна 7, который вместе с винтом может передвигаться в аксиальном направлении при быстрых подводе и отводе при помощи гпдроцилиндра 8.
Для перемещения шлифовальной бабки на определенную заданную величину винт 6 вращается от щестерни 9, которая приводится во вращение однооборотным гидродвигателем 10. Для остановки ви«та в необходимом положении на шестерне 9 установлен датчик //, который с шестерней перемещается по дуге, Параллельной размещенным на неподвижном щите 2 индуктивным элементам 13.
Вращение гидродвигателя прекращается, как только датчик // совместится с одним из .индуктивпых элементов 3, который предвар)тельно включен в электрическую схему избирательным переключателем 14.
Окончательно точное заданное положение винта 6 фиксируется гидрав,1тической защелкой 15, которая входит в паз делительного колеса 16, 1К1рет1ленного н-а винте. Однако положение оси защелки в пространстве не постоянно. Защелка может смещаться по дуге вокруг оси винта на небольщой угол при помощи червячного сектора 17, укрепленного на винте 6, с возможностью проворота и червяка J8, вращаемого однооборотны-М гидродвигателем 19.
Червяк и двигатель укреплены на корпусе ползуна 7. Остановка гидродвигателя 19, а следовательно, и червяка 18 с сектором 17 осуществляется аналогично описанной .выще остановке гндродвигателя 10, т. е. на оси червяка 18 укреплен датчик 20, который двигается по дуге параллельно индуктивным элементам 21, включение одного из которых в электрическую систему осуществляется предварительно переключателем 22. Это дает возможность получать необходимые от1клонения положения шлифовальной бабки, в ллюс илп минус от номинального, в зависимости от заданных допусков шлифуемой детали.
Работает исполнительное устройство следующнм образом.
На валике, .подлежащем шлифоваиию, выбирается наиболее точная и удобная для щлифования шейка и на нее устанавливается настроенная на Чертежный размер скоба датчика прибора а ктивного контроля. Избнрательными переключателями 14 и 22 устанавливаются иеобходимые размеры и допуски на каждую из шеек валика. Затем порядковыми переключателями 23, которые совмещению показаиы на схеме и включены между шаговым нокателем 24 и избирательными переключателями 14 и 22, устанавливают порядок последовательности шлифования .веех шеек валика.
Один из контактов избирательного переключателя 14 (первый или последний) устанавливает шлифовальную бабку в положенне правки абразивного круга алмазом, ностоянно установлепным в задней бабке в таком положетш, которое соответствует како.му-либо размеру условного валика, например 30 мм. Этот .размер является базовым. После правки абразивного «руга бабка не должна смещаться механизмом поперечных подач. .После этого нажимается кнопка «.шлифование, и устройство начинает работать следующим образом.
Винт вращается и отводит бабку в крайнее заднее положение (механизм быстрого отвода работает только по окончании щлифования последней щейки валика) и сейчас же .после команды от механизма установки шейки валика против абразивного круга шлифовальная
бабка начинает двигаться в направлении изделия ирп помощи того же винта, который вращается теперь уже .в обратном направлении однооборотным гидродвигателем. Одновременно движется и датчик 11, который при совмещении с ин1дуктивным элементом дает команду на остановку вшнта, фиксацию его и начало поперечиых Подач щлифовальной бабки методом врезания или .методом нериодической подачи. После того как механизм по.перечных подач дойдет «до упора, т. е. полностью раскрутится, щлифование будет продол жаться от толчковых автоматических по.дач. По достижении заданного размера прибор
активного контроля дает команду на отвод шлифовальной бабки винтом 6 в крайнее заднее, т. е исходное положение, после чего устанавливается автоматически или вручную новая щейка вал.ика против абразивного круга,
и процесс шлифования повторяется, но только «до упора, без дополнительных подач и без прибора актив1ного контроля. Таким образом шлифуются все остальные шейки валика.
В связи с тем, что при перемещении бабки винтом 6 в исходное положение и в позицию начала .шлифования тайка 5 не вращается, наладка режимов шлифования не изменяется и каладый раз повторяется вновь.
Предмет изобретения
1. Устройство для ирограммирования положения шлифовальиой бабки, перемещаемой от винт и гайки поперечных подач, отличающееся тем, что, с .целью обеспечения дискретного перемещения щлифовальной бабки в заранее заданное положение, обеспечивающее получение заданного размера щлифуемого вала, винт соединен через шестерню с однооборотным
гидродвигателем, причем на шестерне установлен датчик, перемещающийся вдоль индуктивных элементов, выдающих сигнал на остановку в нужном положении винта, фиксируемого механизмом коррекции.
2. Устройство по п. 1, отличающееся тем, что, с целью коррекции винта соответственно выбранному до.пуску шлифуемого диаметра, механизм коррекции выполнен в виде установленного на ви-нте делительного диска, взаимодействующего с гидравлической защелкой, смонтированной на поворотном червячном секторе, управляемом от соответствующих индуктивных .датчиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Механизм подачи | 1974 |
|
SU490640A2 |
| Устройство управления подводом (отводом) шлифовальной бабки | 1977 |
|
SU764959A1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК | 1973 |
|
SU378052A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| Станок для заточки фасонных фрез | 1977 |
|
SU712015A3 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |