1
Изобретение относится к области переработки резины и может быть использовано в резинотехнической промышленности при механической обработке кромок заготовок из тонколистовой резины.
Известно приспособление для механической обработки кромок заготовок из тонколистовой резины, содержащее опору и обрабатывающий абразивный инструмент.
Недостатком известного приспособления является низкое качество обработки кромок тонколистовой резины на «УС в результате непостоянного поджатня обрабатываемой резины к инструменту.
Цель изобретения - повыщение качества обработки.
Для этого по предлагаемому способу опора вьшолнена в виде усеченного подпружиненного конуса, снабженного со стороны обрабатывающего инСтрумента крыщкой, подпружиненной относительно конуса.
С целью обеспечения необходимого положения заготовки относительно опоры и обрабатывающего инструмента приспособление снабжено направляющим усеченным конусом.
С целью уменьшения усилия протаскивания заготовок между опорой и направляющим усеченным копусом опора и направляющий усеченный конус установлены с возможностью вращения вокруг своих осей.
Предлагаемое приспособление иллюстрируется чертежом.
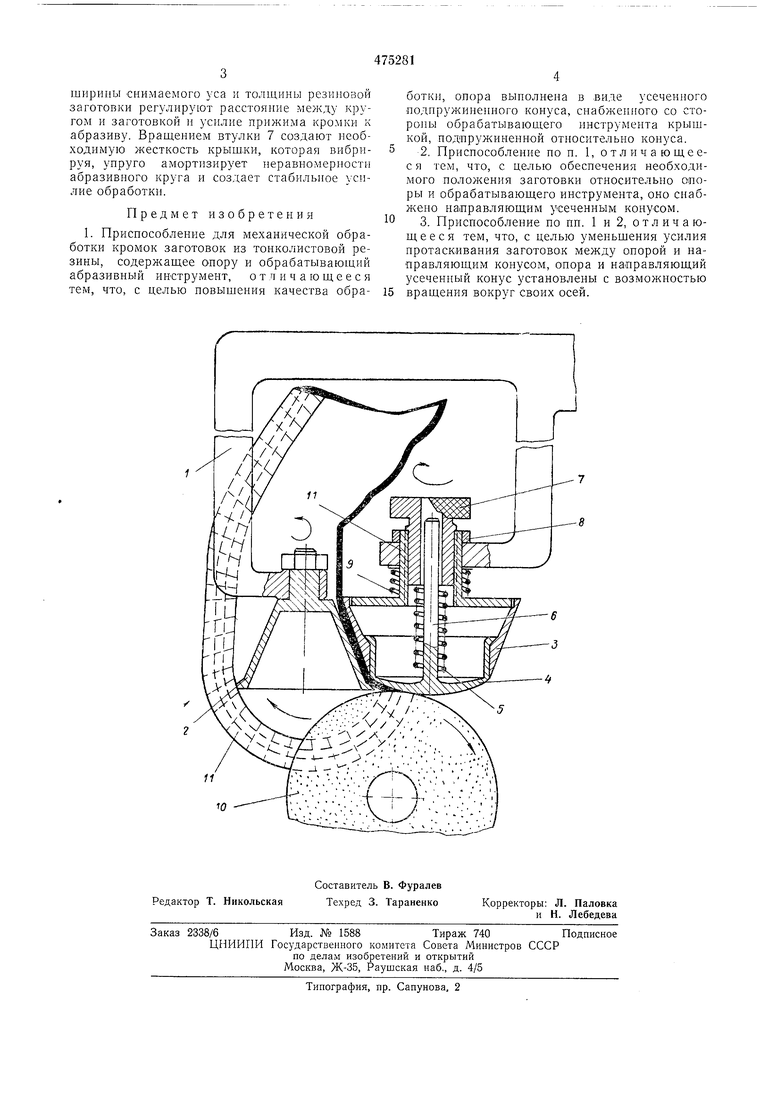
На чертеже изображен общий вид приспособления в разрезе.
Приспособление содержит станину 1, в которой установлены с возможностью вращения вокруг своих осей два полых корпуса, выполненные в виде усеченных конусов 2 и 3. Конус 2 является направляющим кон}сом, конус 3-
опорой. Вращающийся усеченный конус 3 снабжен крышкой 4, которая удерживается уступами в верхней части крыщки и поджимается пружиной 5, надетой на ось крышки 6. Пружина 5 упирается во втулку 7, поджимающую на требуемое усилие крышку 4, которая выполняет роль упругого элемента. На шейке усеченного конуса 3 расположена гайка 8, удерживающая конус, и пружина 9, обеспечивающая плотное прилегание конуса 3 к обрабатывающему инструменту 10 и направляющему конусу 2 с расщиряющимися в нижней части кромками 11. Расщирение кромок необходимо для ориентации угла наклона обрабатываемой листовой резины относительно
вращающегося абразивного круга 10.
Приспособление работает следующим образом.
Резиновое изделие толщиной от 0,5 до 2 мм протаскивается между направляющим конусом 2 и опорным конусом Я В яависимогт-и пт
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Полуавтомат для зачистки деталей, имеющих форму тел вращения | 1978 |
|
SU779026A1 |
| Устройство для гидроабразивной обработки деталей | 1981 |
|
SU1068273A1 |
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Устройство для очистки полыхиздЕлий | 1979 |
|
SU820925A1 |
| Полуавтомат для обработки торцов витых ленточных разрезных магнитопроводов | 1990 |
|
SU1742875A2 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Устройство для центробежной обработки сферических заготовок | 1985 |
|
SU1324827A1 |
