3
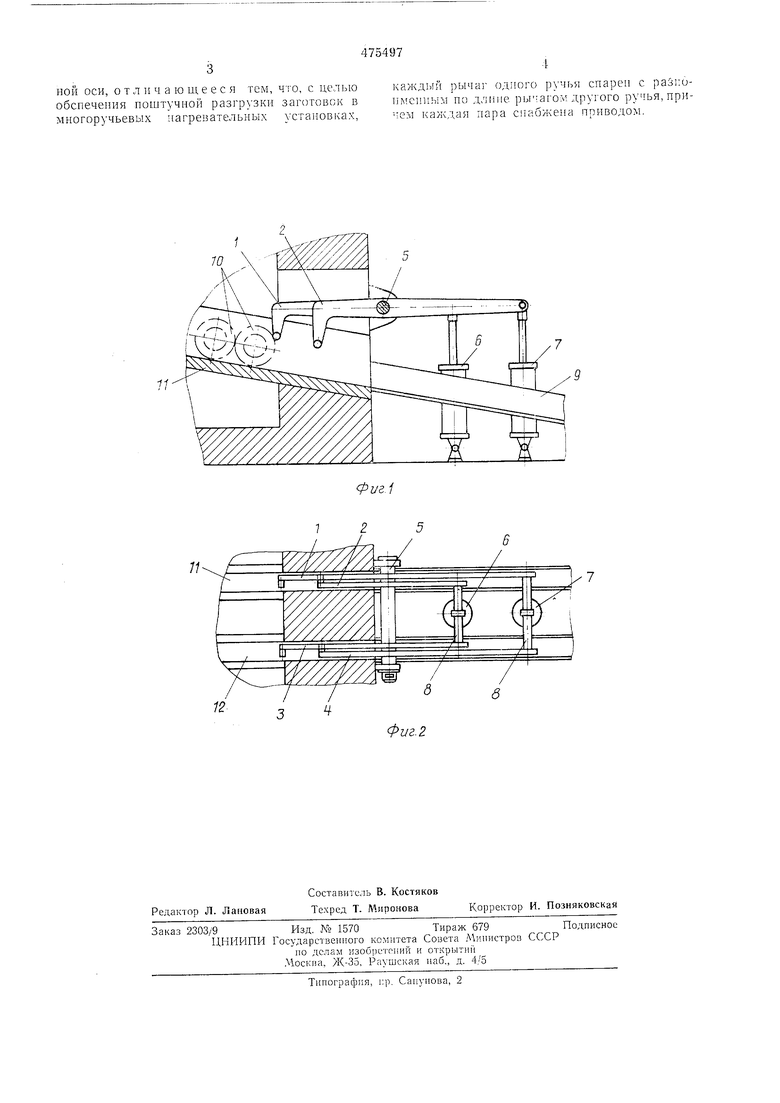
ной оси, о т л и ч а ю ш, е е с я тем, что, с целью обспечеиия поштучной разгрузки заготовок в многоручьевых нагревательных установках.
каждый рычаг одного ручья снареп с paSi:oпмениым но длине, рьпагом другого ручья, причем каждая нара снабжена приводом.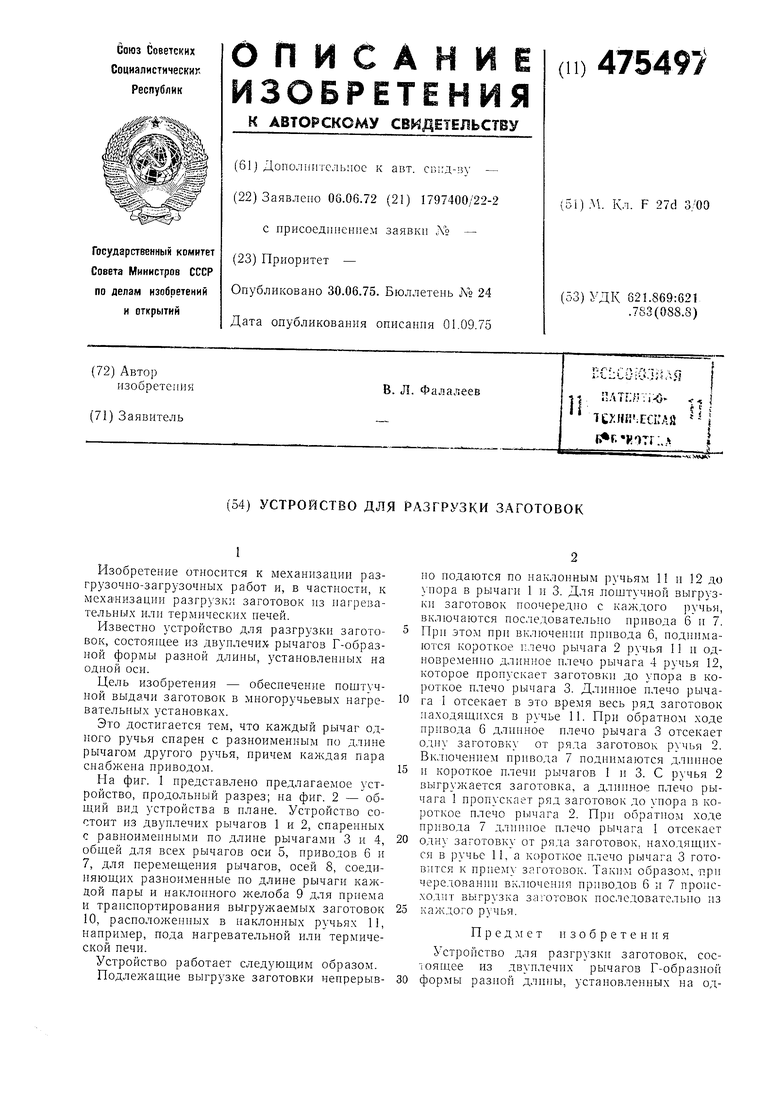
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки металла в многоручьевом кристаллизаторе | 1988 |
|
SU1696109A1 |
| Механизм выталкивания | 1977 |
|
SU692665A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Устройство для непрерывного литья | 1985 |
|
SU1273208A1 |
| Способ вторичного охлаждения неравносторонних восьмигранных непрерывнолитых слитков из легированной стали | 1986 |
|
SU1379079A1 |
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1503984A1 |
| Устройство для непрерывной разливки металла | 1976 |
|
SU601077A1 |
| Защитно-смазывающая смесь для непрерывной разливки стали | 1978 |
|
SU789218A1 |
| Механизм для подачи заготовок к двухударному высадочному автомату | 1977 |
|
SU692663A1 |
ТО
12
в
