Изобретение относится к станкостроению и может быть использовано на сверлильных и агрегатных станках.
Известные многошпиндельные головки содержат прямые шпиндели и расчитаиы на определенные межцентровые расстояния между шпинделями.
С целью уменьшения межцентрового расстояния в предлагаемой насадке шпиндели выполнены коленчатыми, причем каждый шпиндель снабжен несколькими коленчатыми выступами, симметрично смеш,енными друг относительно друга, а выступ каждого колена входит во впадину колена соседнего шпинделя.
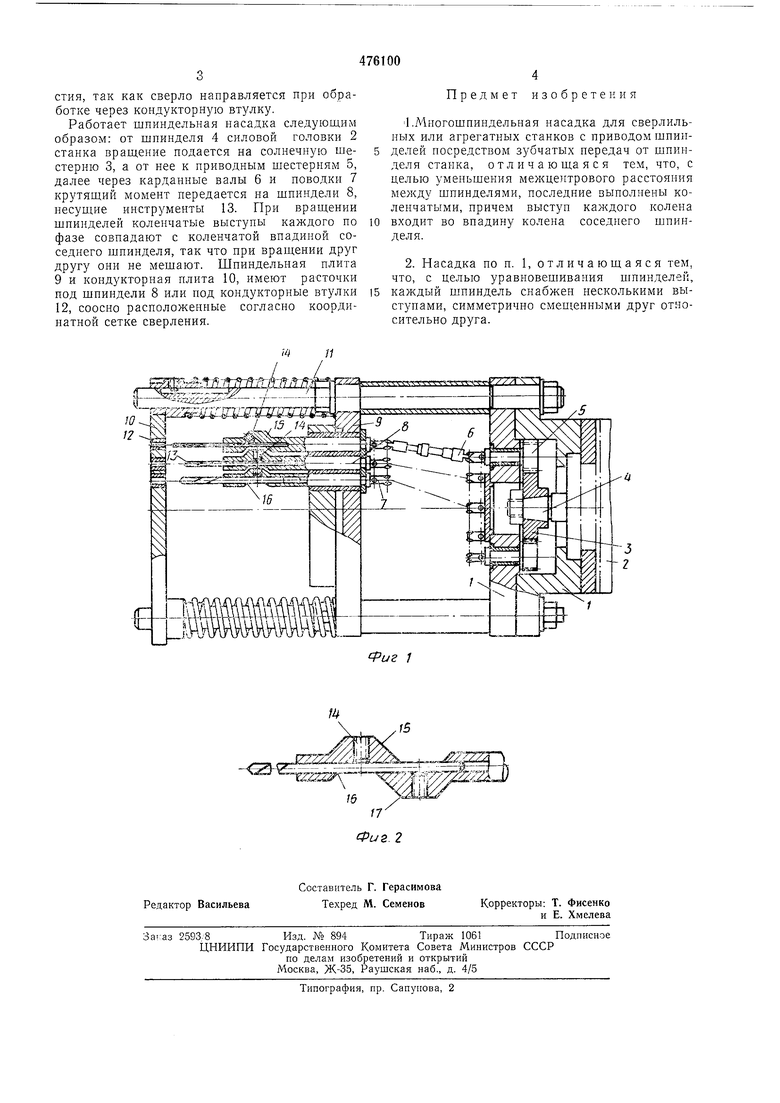
На фиг. 1 изображена шпиндельная насадка в продольном разрезе; на фиг. 2 - шпиндель с двумя коленчатыми выступами.
Многошпиндельная насадка состоит из распределительного блока 1, крепящегося к силовой головке 2 станка фланцем. Блок несет на себе солнечную шестерню 3, закрепленную на шпинделе 4 силовой головки 2 и зацепляющуюся с приводными шестернями 5. Приводные шестерни 5 через карданные валы 6 вращают головки 7 шпинделей 8, которые установлены в подшипниках шпиндельной плиты 9. Распределительный блок 1, шпиндельная плита 9 и кондукторная плита 10 связаны между собой направляющими колонками 11.
Кондукторная плита 10 подпружинена и несет на себе кондукторные втулки 12, служашие для направления сверл 13, и крепится при помощи элементов крепления 14, располагающихся в коленчатых выступах 15 шпинделей 8. Расточка под инструмент в шпинделе открывается в зоне коленчатой впадины 16. В этом случае обеспечивается надежное крепление инструмента, обеспечивающее при сверлении передачу осевой нагрузки и крутящего момента.
Конструкция шпинделя может иметь несколько коленчатых выступов, например, два (выступ 15 и выступ 17), развернутые под
180° друг относительно друга или три, развернутые под 120°. Это позволяет при работе на больших скоростях вращения уравновесить шпипдель и исключить его радиальное биение. Придание шпинделям многошпиндельных
насадок формы коленчатого вала с одним или несколькими выступами, обеспечивает одновременную обработку отверстий с минимальным межцентровым расстоянием, позволяет использовать универсальный инструмент по длине вылета.
Поскольку отверстие под инструмент в шпинделях обрабатывается точно по диаметру сверла, радиальное крепление сверла в зоне насадки не будет вызывать заметных отклонений координат обрабатываемого отвер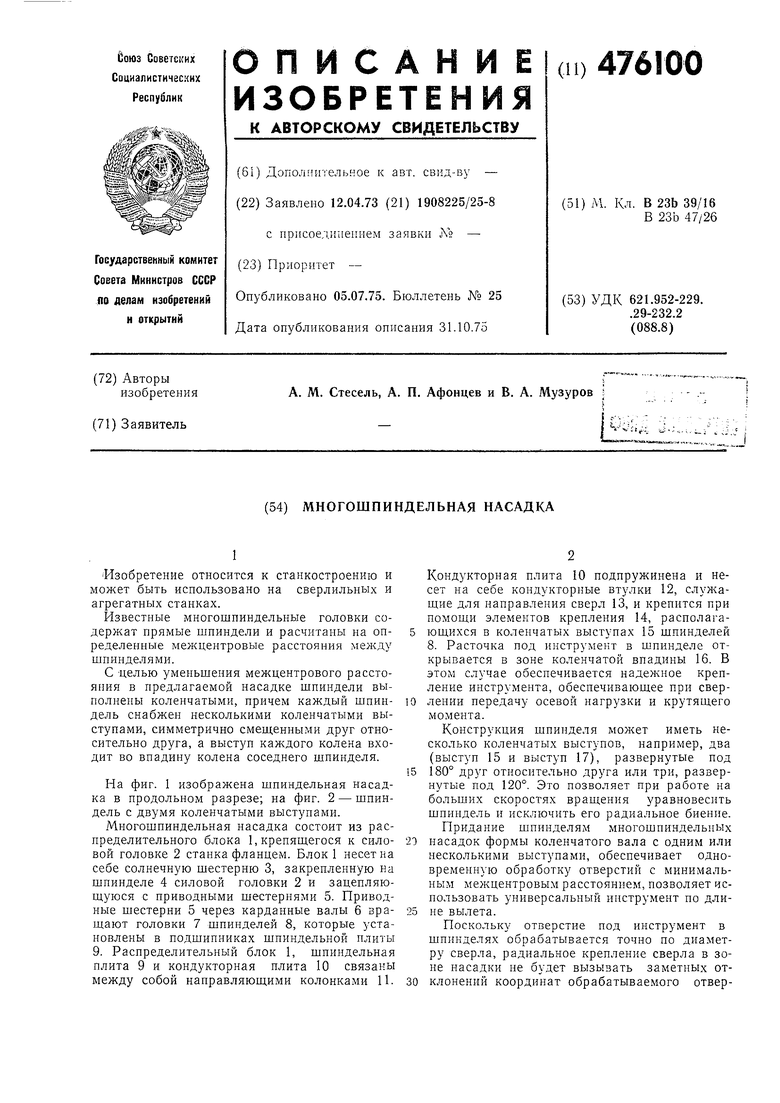
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная насадка | 1973 |
|
SU565781A1 |
| Шпиндельная головка | 1985 |
|
SU1349877A1 |
| Многошпиндельная головка | 1990 |
|
SU1756028A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Многошпиндельный автомат для глубокого сверления | 1974 |
|
SU564106A1 |
| Кондукторная плита | 1978 |
|
SU751576A1 |
| Агрегатный сверлильный станок | 1977 |
|
SU660811A1 |
| Многошпиндельная кривошипно-шатунная головка | 1982 |
|
SU1060338A2 |
| Устройство для комбинированной обработки отверстий | 1980 |
|
SU917951A1 |
