1
Изобретение касается переработки термопластов, оно может быть использовано при производстве трубчатых изделий.
Известна экструзионна-я головка для переработки термопластов, содержащая корпус, торпеду и дорн, смонтированные на закрепленных в корпусе ребрах дорнодержателя, боковые грани которых имеют криволинейную поверхность и поперечное сечение ромбической формы. Однако прочность сварного шва изделий, образующегося вследствие рассекания потока расплава термопласта ребрами дорнодержателя, особенно при повышенных скоростях экструзии, недостаточная.
В предложенной головке этот недостаток устранен за счет того, что криволинейная поверхность боковых граней ребер дорнодержателя образована равномерно чередующимися в радиальном направлении выступами и впадинами, кривая пересечения которых имеет зигзагообразную форму, благодаря чему обеспечивается достаточное развитие поверхности сварного шва после прохождения термопластом ребер дорнодержателя. Выступы и внадины, выполненные на промышленных боковых гранях ребер дорнодержателя, смещены в радиальном направлении друг относительно друга.
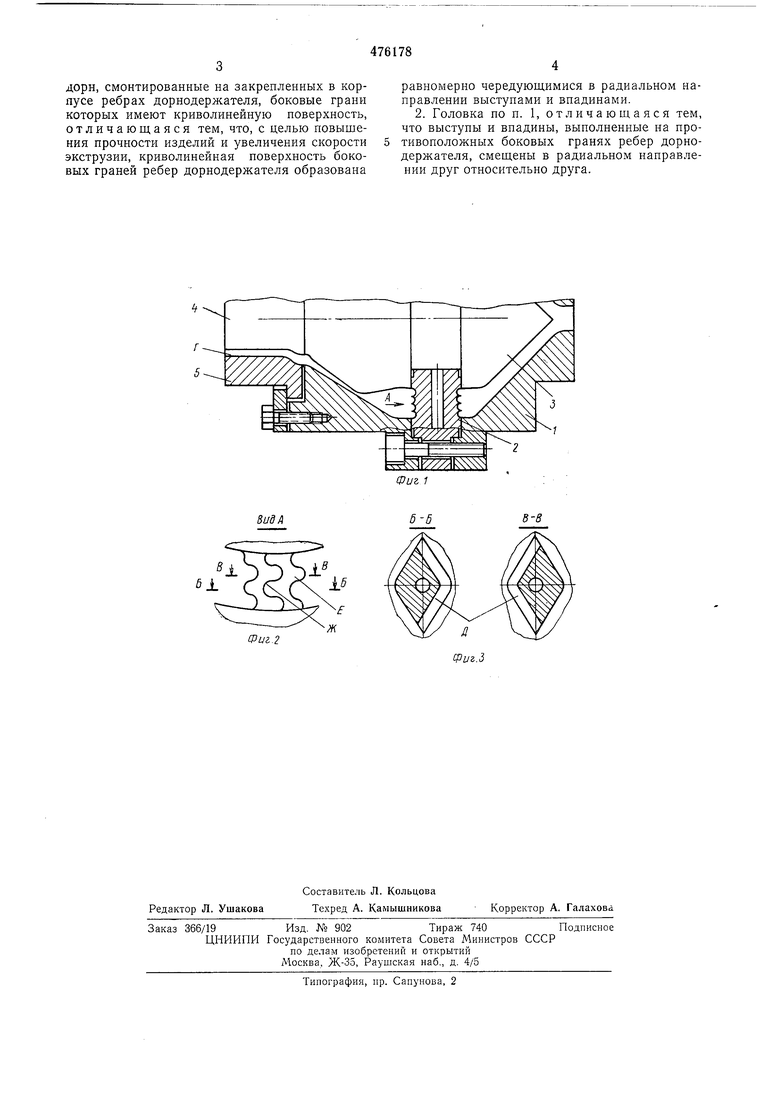
На фиг. 1 изображена предлагаемая головка (осевой разрез по ребру дорнодержателя);
на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрезы по Б-Б и В-В на фиг. 2.
В корпусе 1 зкструзионной головки закреплены ребра 2 дорнодержателя со смонтированными на них торпедой 3 и дорном 4, образующим с матрицей 5 формующий канал Г. На боковых гранях ребер 2 выполнены продольные владины Д и выступы Е, чередующиеся в радиальном направлении. Выступы и впадины, выполненные на противоположных боковых гранях ребер 2, смещены в радиальном направлении друг относительно друга. Кривая Ж пересечения выступов и впадин боковых граней ребер имеет зигзагообразную форму.
Нри работе экструдера расплав термопласта поступает в головку, проходит между ребрамп 2 дорнодержателя, рассекаясь ими и смыкаясь по кривой Ж пересечения выступов и впадин
боковых граней ребер 2 в сплошной поток, поступает в формующий канал Г головки. Сварные щвы в готовых изделиях имеют зигзагообразную форму, совпадающую с формой кривой Л( и достаточно развитую поверхность,
что повыщает прочность изделий.
Нредмет изобретеиия
1. Экструзиониая головка для переработки термопластов, содержащая корпус, торпеду и
дорн, смонтированные на закрепленных в корпусе ребрах дорнодержателя, боковые грани которых имеют криволинейную поверхность, отличающаяся тем, что, с целью повышения прочности изделий и увеличения скорости экструзии, криволинейная поверхность боковых граней ребер дорнодержателя образована
равномерно чередуюш,имися в радиальном направлении выступами и впадинами.
2. Головка по п. 1, отличающаяся тем, что выступы и впадины, выполненные на противоположных боковых гранях ребер дорнодержателя, смещены в радиальном направлении друг относительно друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Экструзионная головка для изготовления трубок из полимерных материалов | 1988 |
|
SU1643168A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Устройство для получения длинномерных полых изделий из дискретных или пластифицированных материалов | 2022 |
|
RU2790694C1 |
.2
