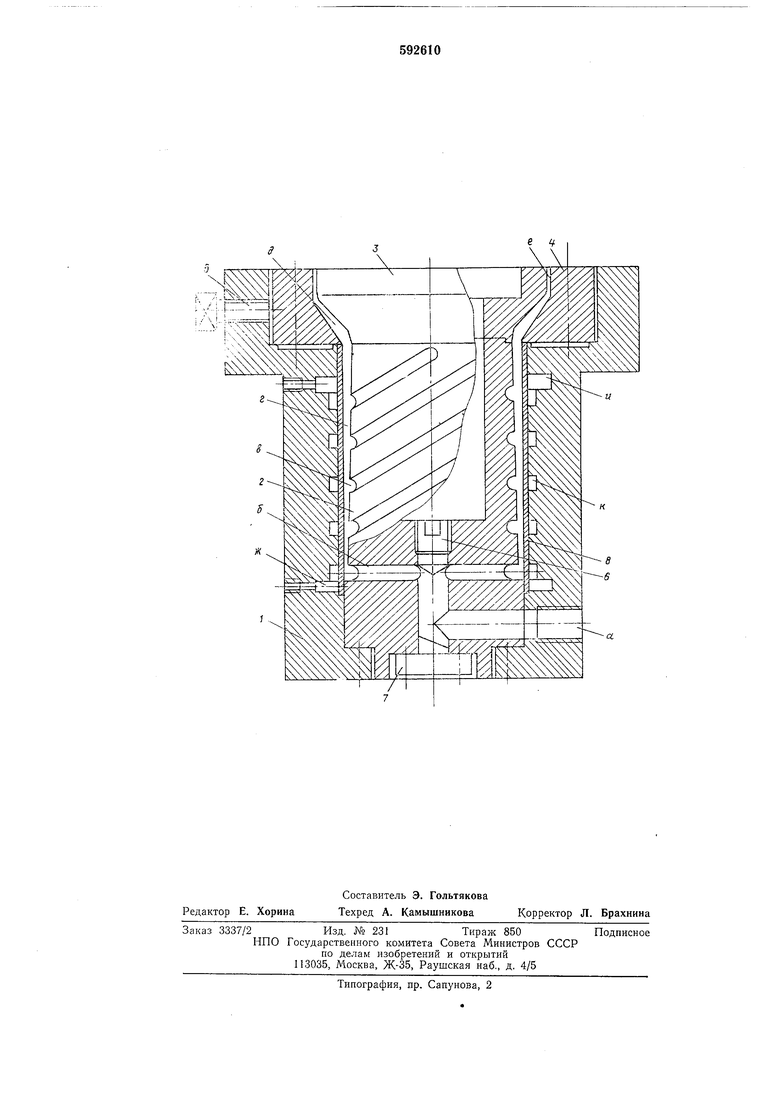
Экструзионная головка содержит корпус 1, дорнодержатель 2, дорн 3 и матрицу 4, положение которой .регулируется винтами 5. Канал головки образован входным отверстием а, радиальными каналами б, спиральными канавками в на дорнодержателе 2, кольцевым коническим зазором г между корпусом и дорнодержателем, копильником д и формующим зазором е. Технологические выходы канала перекрыты пробками 6 и 7. Устройство темперирования корпуса .содержит входной а/с и выходной и каналы для подачи теплоносителя и соединепные с ними спиральные канавки к корпуса, расположенные против спиральных канавок в на дорнодержателе и имеющие одинаковые с ними шаг и ход. Спиральные канавки к отделены от зоны течения расплава оболочкой 8 из теплопроЁодного материала, укрепленной на внутренней поверхности корпуса.
При работе экструзионной головки термопласт через входное отверстие а и радиальные звездообразно расположенные каналы б подается в спиральные канавки в, из которых перетекает в кольцевой конический зазор г, копильник д и формующий зазор е. Рабочая жидкость (хладагент или теплоноситель) подается во входной канал ж, выполненный в корпусе, протекает по спиральным канавкам к, изменяя температуру термопласта в спиральных канавках в, и выходит из корпуса 1 головки через канал и. Темп поступления термопласта в кольцевой зазор регулируют изменением его температуры в спиральных канавках в за счет расхода рабочей жидкости в канавках к корпуса. Преимущественным является охлаждения участков спиральных канавок в, примыкающих к оболочке 8
повышенной теплопроводности, контактирующей с рабочей жидкостью.
Охлаждение термопласта в спиральных канавках на границе с кольцевым зазором позволяет получать заготовку изделия, имеющую меньшую температуру, что обеспечивает по-, вышение скоростей и производительности экструзии и препятствует преждевременному выходу термопласта из спиральных канавок в,
повышая тем самым степень равномерности распределения материала по периметру головки и размерную точность изделий.
Формула изобретения
1. Кольцевая головка экструдера, содержащая корпус с каналами для подачи теплоносителя и спиральными канавками по внутренней поверхности и дорн с дорнодержателем, выполненным со спиральными канавками по
наружной поверхности, образующими с корпусом зазор для течения расплава, отличающаяся тем, что, с целью повышения размерной точности изделий и увеличения скорости экструзии, головка снабжена оболочкой из
теплопроводного материала, укрепленной на
внутренней поверхности корпуса, спиральные
канавки которого соединены с каналами для
подачИ теплоносителя.
2. Головка по п. 1, отличающаяся тем,
что спиральные канавки .корпуса и дорнодержателя выполнены с одинаковым щагом.
Источники информации, принятые во внимание при экспертизе
1.Патент Англи.и № 984915, кл. В 5А, опублик. 1964.
2.Шенкель Г. Шнековые прессы для пластмасс. Л., Госхимиздат, 1962, с. 262-263, рис. 212.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кольцевая головка экструдера | 1980 |
|
SU891465A1 |
| Экструзионная головка для переработки пластмасс | 1986 |
|
SU1362646A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Экструзионная головка для переработки термопластов | 1974 |
|
SU476178A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионная головка для изготовления однослойных многоцветных цилиндрических изделий из термопластов | 1972 |
|
SU513866A1 |