1
Изобретение относится к туннельным печам для обжига огнеупорных, керамических и других материалов.
Известны туннельные печи, содержащие рабочий канал с несколькими продольными параллельными рядами садки, устройства для транснортировки, сводовые горелки и тягодутьевые устройства.
В известных печах невозможно получить равномерный но всему объему садки обжиг изделий,так как при периодическом проталкивании вагонеток в печном капале изделия, расположенные рядом с горелками, пагреваются до более высокой температуры, чем остальные; кроме того, в этих печах при наличии одного лишь тина горелок певозможно равномерно распределить температуру и газовые нотоки по сечению нечного канала.
Цель изобретения - иовыше)1ие качества обжигаемых изделий.
Поставленная цель достигается тем, что печь спабжепа сводовыми коротко- и длиннопламенными горелками, а тягодутьевые стройства выполне11Ы в виде вертикальных, снабженных уплотнениями патрубков, установленных между рядами садки.
При этом указанные уплотнения, предпазпачеппые для герметизации печных каналов, вы.полпены эластичпыми.
Эти конструктивные особенности иозволяют осуществлять ненрерывное передвижепие вагонеток с изделиями в печном канале, равномерно распределять газовые потоки по каналу печи и производить обжиг в пескольких печпых каналах с различными режимами обжига в каждом из их.
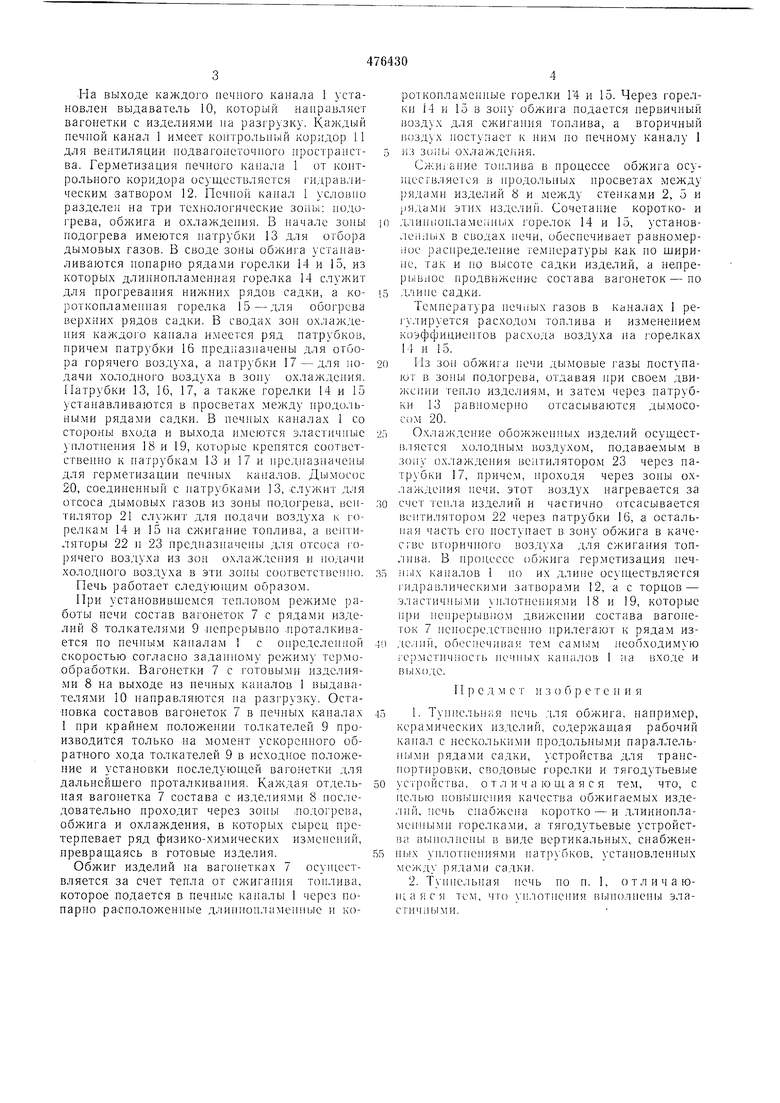
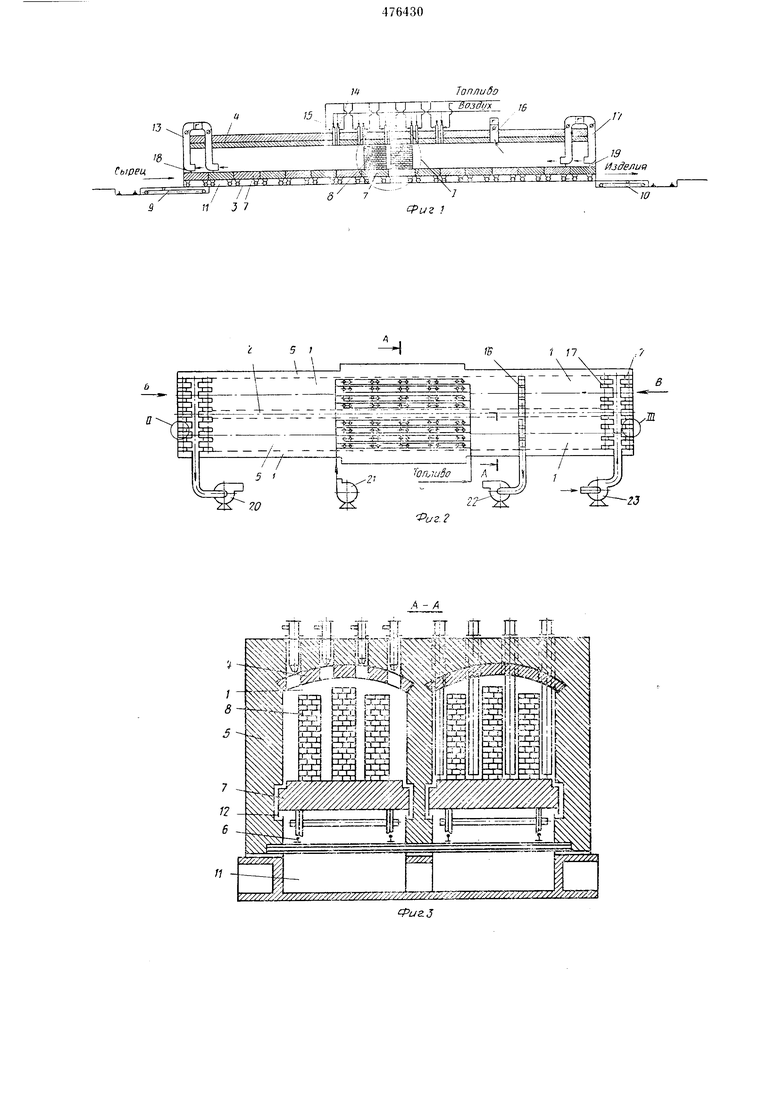
Па фиг. I изображена предложенная тунцельная нечь; на фиг. 2 то же, в плане; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - вид Б па фиг. 2; «а фиг. 5 - вид В на фиг. 2; па фиг. 6 - узел I на фиг. 1; на фиг. 7 - узел П па фиг. 2; на фиг. 8 - узел П1
на фиг. 2.
Туннельная нечь имеет два .параллельно расположенных нечных 1канала 1, в которых происходит тепловая обработка изделий. Каналы отделены друг от друга разделительной
стенкой 2 и имеют общий фундамент 3. Сверху каналы перекрываются сводами 4, которые опираются па разделительную стену 2 и наружные стены 5. Печные каналы 1 имеют рельсовые пути 6, по которым транспортируются составы вагонеток 7 с рядами изделий 8. Перед входным торцом каждого канала установлен толкатель 9, который продвигает состав вагопеток с изделиями через печной капал.
J-Ia выходе каждого печного канала 1 установлен выдаватель 10, который нанравляет вагонетки с изделиями на разгрузку. Каждый неЧНой канал 1 имеет контрольный коридор 11 для вентиляции нодвагонеточного нространства. Герметизация нечного 1 от контрольного коридора осуществляется -ндравлическим затвором 12. Печной канал 1 услонно разделен иа три технологические зоны: нодогрева, обжига и охлаждения. В начале зоны подогрева имеются натрубки 13 для огбора дымовых газов. В своде зоны обжи1а устанавливаются ноиарно рядами горелки 14 и 15, из которых длиннонламенная горелка 14 служит для нрогревания нижних рядов садки, а короткоиламенная горелка 15 - для обогрева верхних рядов садки. В сводах зон охлаждения каждо1о канала имеется ряд натрубков, нричем натрубки 16 предназначены для отбора горячего воздуха, а патрубки 17-для подачи холодного воздуха в зону охлаждения. Патрубки 13, 16, 17, а также горелки 14 и 15 устанавливаются в .просветах между нродольными рядами садки. В нечпых каналах 1 со стороны входа и выхода имеются эластичные хттлотнения 18 и 19, которые кренятся соответственно к натрубкам 13 и 17 и нредназиачены для гер Метизации нечиых каналов. Дымосос 20, соеди-ненный с натрубками 13, .служит для отсоса д)1мовых газов из зоны подо1рева. вентилятор 21 служит для иодачи воздуха к горелкам 14 и 15 иа сжигание тонлива, а вентиляторы 22 и 23 нредназначены д.тя отсоса горячего воздуха из зон охлаждения и подачи холодиого воздуха в эти зоны соответственно.
Печь работает следуюн1,им образом.
При установившемся тенловом режиме работы иечи состав вагонеток 7 с рядами изделий 8 толкателями 9 Непрерывно тфоталкивается но нечпым каналам с онределенпой скоростью еогласно заданному режиму те шообработки. Вагоиетки 7 с готовыми изделиями 8 на выходе из иечных каналов 1 выдавателями 10 иаиравляются па разгрузку. Остановка составов вагонеток 7 в печных каналах 1 при крайнем положении толкателей 9 производится только на момент ускоренного обратного хода толкателей 9 в исходное положение и установки последуюигей вагонетки для дальнейшего проталкивания. Каждая отдельная вагонетка 7 состава с изде,тиями 8 последовательно проходит через зоны .подогрева, обжига и охлаждения, в которых сырец нретерпевает ряд физико-химических изменений, иреврагцаясь в готовые изделия.
Обжиг изделий па вагонетках 7 осупдествляется за счет тепла от сжигания топлива, которое подается в печные каналы 1 через попарно ра.сноложенные длипнопламеипые и короткопламеппые горелки Г4 и 15. Через горелки 14 и 15 в зону обжига подается нервичный воздух для сжигания тонлива, а вторичный воздух поступает к ним но нечному каналу 1 из зопЫ охлаждения.
Сжи1апие тонлива в нроцесее обжига осуп,есгвляется в нродольпых нроеветах между рядами изделий 8 и между стенками 2, 5 и {;ядами этих изделий. Сочетание коротко- и
длин11оп:1амеин1 1х горелок 14 и 15, установленных в сводах нечи, обеснечивает равномерное раснределепие температуры как ио ширине, так и но высоте садки изделий, а иепрерыв юе нродвижение состава вагонеток - по
длине садки.
Темиература печных газов в каналах 1 ре1-улируется расходом топлива и изменением коэффициентов расхода воздуха на горелках 14 и 15.
Из зон обжига нечи дымовые газы поступают в зоны подогрева, отдавая нри своем движении тенло изделиям, и затем через патрубки 13 равномерно отсасываются дымососом 20.
Охлаждение обожженных изделий осуществляется холодным воздухом, подаваемым в зону охлаждения вентилятором 23 через натрубки 17, причем, проходя через зопы охлаждения печи, этот воздух нагревается за
счет IdLia изделий и частично отсасывается вентилятором 22 через патрубки 16, а остальная часть его поступает в зону обжига в качестве вторичного воздуха для сжигания топлпва. В процессе обжига герметизация печных каналов 1 по их длине осуп ествляется 1идравлическими затворами 12, а с торцов - эластичными уплотие11иями 18 и 19, которые нри непрерывном движении состава вагонеток 7 ненос к тс1венно нрилегают к рядам изде.тий, обеснечива5 тем самым еобходимую |ермстичн)сгь нечн1)1х каналов 1 на входе и выходе.
11 р е д м е т и з о б р е т е и и я
1. Туннельная нечь для обжига, например, керамических изделий, содержап1ая рабочий канал с несколькими продольными параллельными рядами садки, у.)йства для транспортировки, сводовые горелки и тягодутьевые
устройства, о т л и чающаяся тем, что, с целью повьанения качества обжигаемых изделий, нсчь сиабжена коротко - и длицноиламенными 1орелками, а тягодутьевые устройства винолпены в виде вертикальных, снабженiir ix унлотнениями патрубков, установленных между рядами садки.
2. Туннельная нечь но п. 1, отличаюH: а я с я тем, что уплотненпя пыпол 1епы элаСГНЧНЬ1МИ.
7оплибо « ГТЕрТ Гп-тт У..-uiLUR Л J 7 19 Изделия уг ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная печь | 1982 |
|
SU1070408A1 |
| Туннельная печь | 1984 |
|
SU1239495A1 |
| Туннельная печь для слоевого обжига преимущественно торфорудных брикетов | 1976 |
|
SU605066A1 |
| Туннельная печь | 1977 |
|
SU679779A2 |
| Туннельная печь | 1976 |
|
SU606078A1 |
| Туннельная печь | 1975 |
|
SU600371A1 |
| КАМЕРНАЯ ПЕЧЬ ДЛЯ СКОРОСТНОГО ОБЖИГА | 2012 |
|
RU2495345C1 |
| Гидравлический затвор для вагонеток туннельной печи | 1946 |
|
SU79765A1 |
| Туннельная печь | 1974 |
|
SU513228A1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |

J1 Вив 8
Дь/мобые газы
/5
Загрузка -ттт ТТт Топливо
- I ; jI : (
ЧзвлП
Загрузка
;
(fi/г 7
t
I
It /w
ttetr
, //Л I
i/a- (ff
аелЯ
Тореи печи
dvffflfiKa
.9
