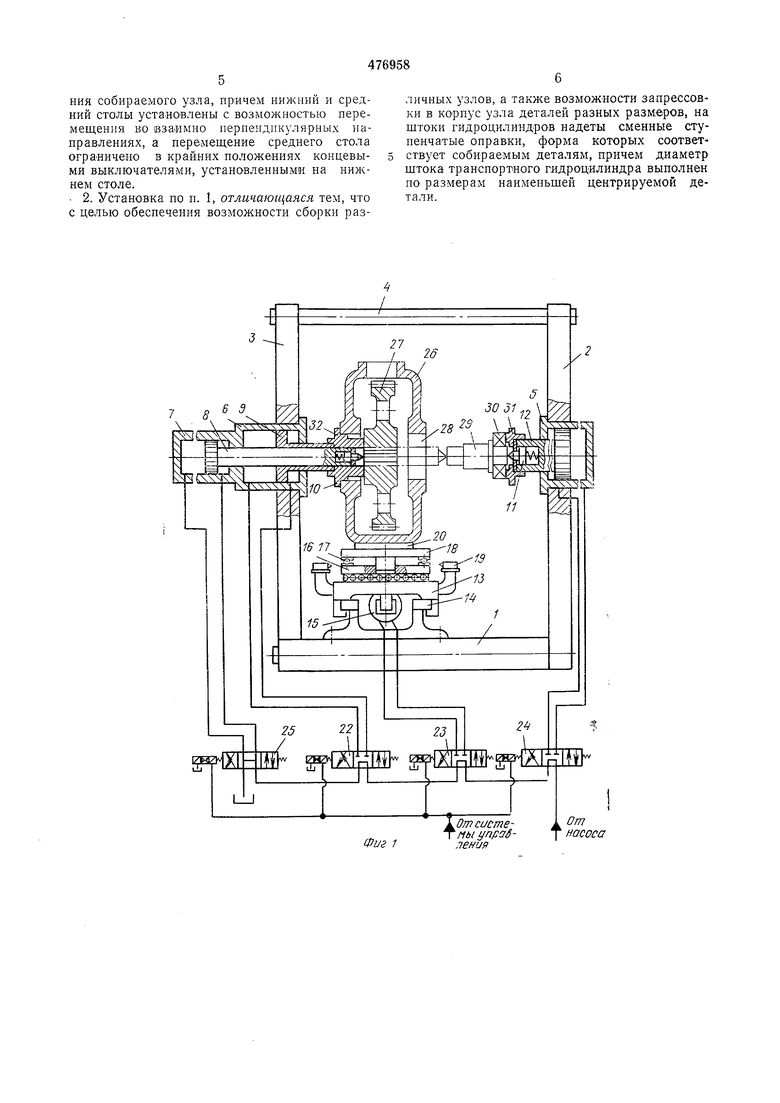
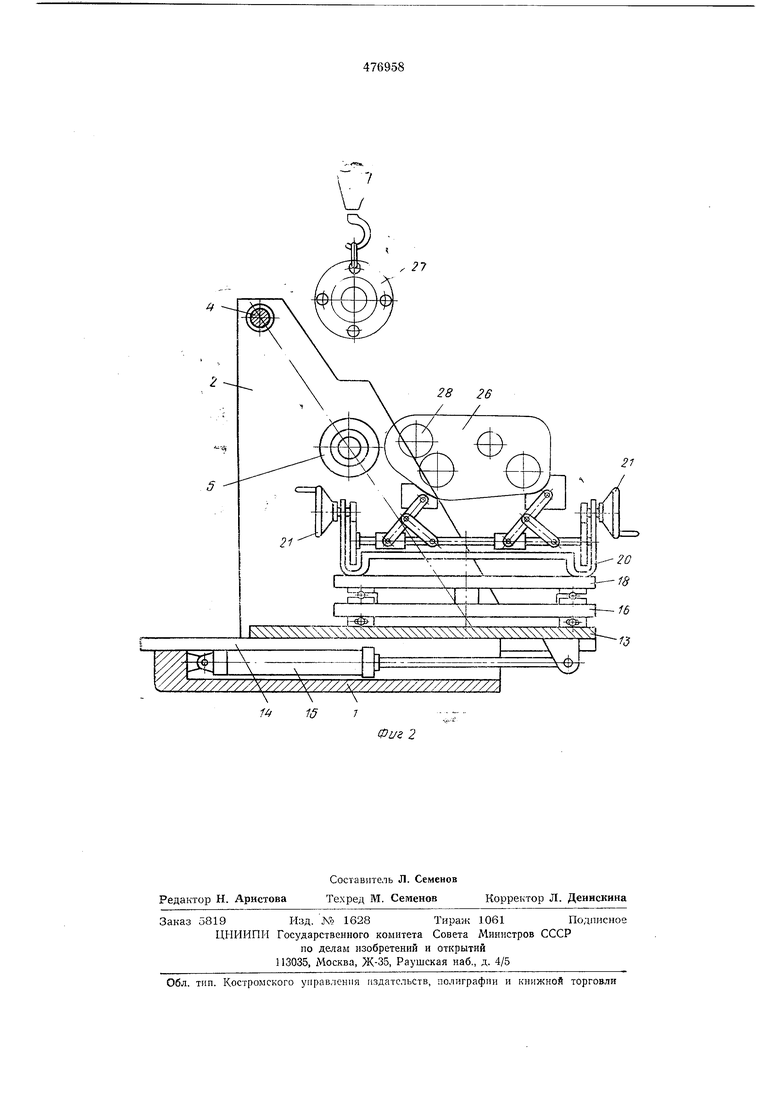
На фиг. 1 схематически показана предлагаемая установка, общий вид; на фит. 2 -то же поперечный вид; Установка содержит основание 1, на котором смонтированы две несущие траверсы 2 и 3 треугольной формы, стянутые в верхней части стяжкой 4. В траверсах соосно установлены силовой 5 и опорный 6 гидроцилиидры На задней крышке опорного гндроцилиндра укреплен транспортный гидроцилиндр 7, шток 8 которого выведен наружу через крышку и нолый П1ТОК 9 опорного гидроцилиидра, снабженного уплотнением. На конце штока транспортного гпдроцил;НПдра смонтирован поднружиненный центр 10. Такой же центр 11 имеется на нпоке 12 снловото цилиндра. На основании смонтировано устройство для перемещения корпуса собираемого узла, выполненное в виде пакета столов, установленных один на другой с возможностью перемещепия во взанмно нерпендикулярпых нлоскостях. Нижний стол 13 перемещается поперек оси запрессовки но направляющим 14 от лидроцилимдра 15, задний конец которого щарнирно укренлен в основании. На нижнем столе установлен на опорах качения средний стол 16, перемещаемый вдоль оси запрессовки, на котором, в свою очередь, на шарн.ковых опора х 17 смонтирован верхний поворотный стол 18. Движение среднего стола ог)ан11чено концевыми выключателями 19, закренленными па нижнем столе. На новоротнОМ столе установлено прнспособлеине 20, содержащее устройство для кренленн.я корпуса собираемого редуктора и рь чажный механизм для его подъема и опускания )ipH помощи штурвалов 21. Все гндроцилиидры установки управляются гидрораспределитслямн 22-25. Работает установка следующим образом. Корпус 26 собираемого редуктора устанавливается в нриснособлеиие 20 стенда, зажимается и жестко базируется относительно стола 18. Вращая Н1турваЛ 21 при,способления 20, совмещают ось первого вала редуктора с осевой линией гидроцилиидров. Через верхннй люк корнуса 26 опускают первую ншстерню 27, включают гидрораснределитель 25, и вводят щток 8 трансиортного гидроцилиндра 7 в корпус 26 редуктора. Шток центрирует щестерню и, проходя далее, выходит через расточку 28 паружу на некоторую величину. НоСле этого подводят первый вал 29 редуктора с заранее напрессованным подщипником 30 на л и пню центров и включают гидрораспределнтелем 24 гидроцплиндр 5. Шток 12 этого гидроцилиндра, на который предварительно надета оправка 31, начинает выходить и зажимает вал 29 между центрами 11 и 10 щтокоВ 8 и 12, тем самым центрируя его. Включают гидрораспределителем 22 опорный гидроцилиндр 6 и его щток 9, на который предварительно надета онравка 32, выходит и упирается в корпус 26 редуктора. Центрирующий поясок оправки 32 входит в расточку 28 и производит ТОЧНУЮ окончательную центровку всех элементов первого вала относительно первой расточки 28корпуса. В момент, когда онравка 32 упретсяв корцус 26, последннй вместе с продольнЫМ столом 16 начинает также двигаться и если оператор не отпустит кнопку, то при наезде стола 16 на выключатель 19 гидрораспре делитель 22 отключится. Носле этого включается гидрораспредел нтель 24 и щток 12 гидроцилиндра 5 начинает подачу вала в корпус. Шестерня 27 при этом цептрйруется но щтоку 8 (или по надетой иа него оправке) и упирается в бурт оиравки 32, что не дает ей возможности куда-либо сдвинуться. Когда соответствующая щейка вала 29дойдет до правого торца шестерни 27, оператор вручную поворачивает ее на штоке 8 и совмещает Ш1ноночный паз или шлицы шестерни с валом, после чего продолжается ход щтока 12 и происходит дальнейшая одновре.менная запрессовка шестерни на вал и подшипника 30 в расточку 28. Запрессовка производится до тех пор, пока заплечик оправки 31 не упрется в корпус. Правильность сборк ;, определяемая размерами заплечиков оправок 31 и 32, гарантируется. Далее отводят штоки 8 и 9. Вал удерживается от падепия подшипником 30 и центром 11. В левую расточку закладывается второй подшинник, который в дальнейшем запрессовывается штоком 9. После этого сборка -первого вала закончена. Редуктор перемещают описанным выше образом для сборки следующего вала. Если один из валов несбходимо . собирать с другой стороны, то корпус 26 предварительно поворачивают на 180° вместе со столом 18. Такнм образом пронз&одят сборку всех валов, нри необходимости запрессовывают на иих полумуфты, звездочки и другие детали, а также крыщки, корпуса тормозов и др. Далее производят разжим корпуса и сииМ:ают краном готовый редуктор, который может быть вывезен столо.м 13 из рамы в наиболее для загрузки и разгрузки поло-нсение. Предмет изобретения 1- Горизонтальная гидравлическая установка для сборки узлов за прессовкой, преимущественно редукторов, содержащая закрепленные в раме силовой гидроцилиндр и расположенные с противоположной стороны соосно с ним опорный гидроцилиндр с НОЛНЫМ ЩТОКОМ и транснортпый гидроцилиндр, а также стройство для перемещения корпуса собираемого узла и станцию для питания механизмов становки, отличающаяся тем, что, с цолъю механизации всех работ по запрессовке узлов деталей, транспортный гидроциляндр зареплен позади опорного гидроцилиндра, а стройство для перемещения корпуса собираеого узла выполнено в виде пакета из приводого цижнего, среднего и верхнего поворотных толов с .механизмом для подъема и опускаыия собираемого узла, прячем нижний и средний столы установлены с возможностью перемещения во взаимно перпендикулярных иаправлениях, а перемещение среднего стола ограяичено в крайних положениях концевыми выключателями, установленными на нижнем столе.
2. Установка по п. 1, отличающаяся тем, что с целью обеспечения возможности сборки различных узлов, а также возможности запрессовки в корпус узла деталей разных размеров, на штоки гидроцилиндров надеты сменные ступенчатые оправки, форма которых соответствует собираемым деталям, причем диаметр щтока транспортного гидроцилиндра выполнен по размерам наименьщей центрируемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Установка для сборки деталей запрессовкой | 1981 |
|
SU965703A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Стенд для сборки передних осей тракторов | 1972 |
|
SU465306A1 |
| Устройство для сборки узла редуктора станков-качалок | 1981 |
|
SU965704A1 |
| Стенд для сборки и разборки узлов машин с натягом | 1982 |
|
SU1054008A1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
От
Ота/стемы ynpagнасосапения
