Электрическое нагревание и сваривание в притык металлических частей больших размеров, в особенности труб, затруднялось, так как поверхности, которые требовалось сварить в притык, могли быть достаточно равномерно нагреты только при применении нескольких нагревательных электродов. Нагревательные электроды должны были поэтому либо совсем охватывать свариваемые части или же надо было их разделять и прилагать снизу, сверху, а также и с боков свариваемых частей. Соответственно числу электродов приходилось тогда усиливать и подводящую ток проводку, вследствие чего вся установка значительно удорожалась и обслуживание ее затруднялось. Предлагаемое изобретение имеет целью устранить эти недостатки.
Для этого нагреваемые и свариваемые друг с другом части хотя и зажимаются между несколькими зажимными губами, но электрический сварочный ток подводится только к двум диагонально противоположным зажимным губам; в результате, приходится считаться только с двумя нагревательными электродами. Благодаря такому устройству электрический сварочный ток проводится через середину поверхностей, которые требуется сварить, и нагревание происходит не от краев, как это было до сих пор, а от середины свариваемых поверхностей. Согласно данных, автора опыты показали, что нагревание, благодаря этому, происходит более равномерно и быстро, так что посредством небольшого числа нагревательных электродов достигается совершенное нагревание и сваривание.
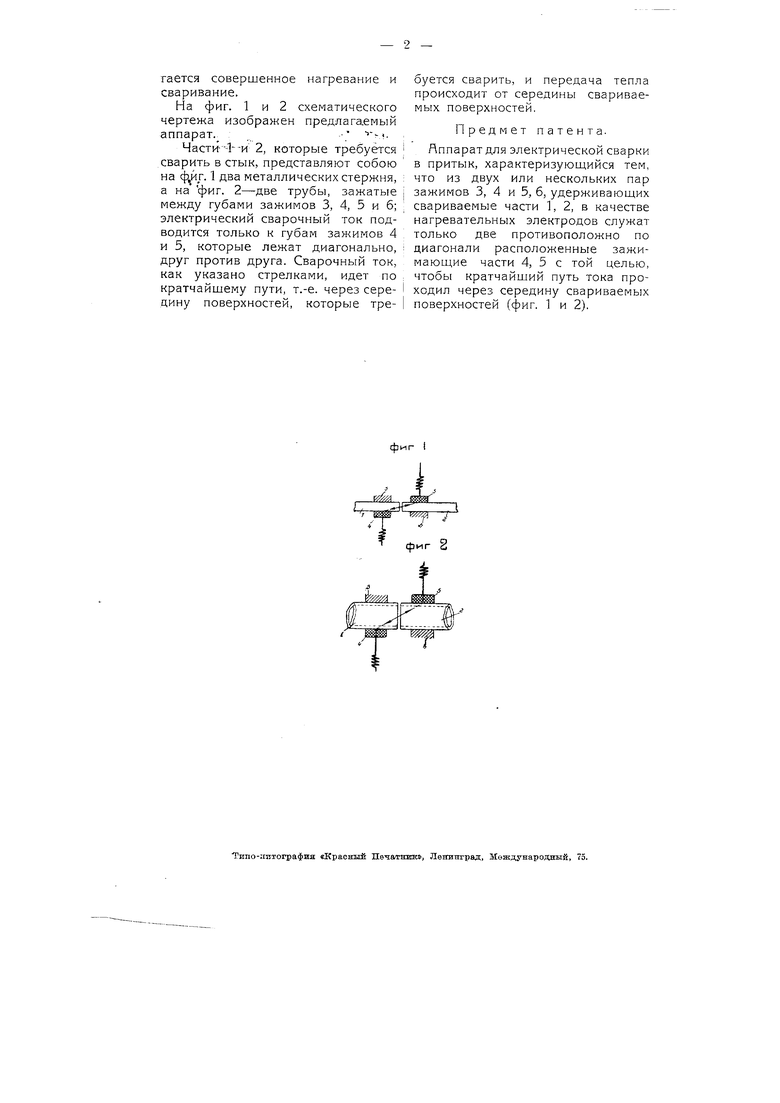
На фиг. 1 и 2 схематического чертежа изображен предлагаемый аппарат. ,; чЧасти---1--и 2, которые требуется сварить в стык, представляют собою на . 1 два металлических стержня, а на фиг. 2-две трубы, зажатые между губами зажимов 3, 4, 5 и б; электрический сварочный ток подводится только к губам зажимов 4 и 5, которые лежат диагонально, друг против друга. Сварочный ток, как указано стрелками, идет по кратчайшему пути, т.-е. через середину поверхностей, которые треоуется сварить, и передача тепла происходит от середины свариваемых поверхностей.
Предмет патента.
Аппарат для электрической сварки в притык, характеризующийся тем, что из двух или нескольких пар зажимов 3, 4 и 5, 6, удерживающих свариваемые части 1, 2, в качестве нагревательных электродов служат только две противоположно по диагонали расположенные зажимающие части 4, 5 с той целью, чтобы кратчайший путь тока проходил через середину свариваемых поверхностей (фиг. 1 и 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВАНИЯ | 1929 |
|
SU21279A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ КУЗНЕЧНОЙ СВАРКОЙ | 2002 |
|
RU2297906C2 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| Машина для контактной стыковой сварки концов полос | 1984 |
|
SU1146162A1 |
| Электрододержатель для ручной электросварки с регулируемой длиной электрода | 2021 |
|
RU2772409C1 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| Способ контактной стыковой сварки оплавлением рельсовой плети и устройство для его осуществления | 1982 |
|
SU1175355A3 |
| Машина для контактной стыковой сварки концов полос | 1986 |
|
SU1360934A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО КОМПОНЕНТА СТЫКОВОЙ СВАРКОЙ ОПЛАВЛЕНИЕМ И КОМПОНЕНТ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2012 |
|
RU2591907C2 |
czuzae
фиг 2

